


Introduction
Lost circulation of drilling fluids is one of the most important concerns during drilling. Oil companies spend millions of dollars every year to combat lost circulation and associated problems, such as waste of precious rig time, loss of drilling mud, formation damage and even blowout[1, 3-4]. Lost circulation often happens in weak zones with rich natural fractures, caves and high permeability. Besides, hydraulic fractures induced by high pressure can also cause loss of drilling fluid[5].
The first and foremost steps for treating lost circulation are pinning the exact location of thief zones and then evaluating the amount of lost circulation. Chen et al. used the numerical simulation method to estimate the location of lost circulation zone in vertical well[6]. Liu et al. used production logs to find out the location of underground lost circulation zones[7]. Nayberg and Petty classified the lost circulation into three types: seeping, partial, and complete losses[8]. Generally, if the rate of lost circulation is around 1.59 m3/h (10 barrels per hour), it is considered as seeping loss[8]. Lost circulation with rate 1.59-79.50 m3/h (10-500 bbl/h) is partial loss[8], which often occurs at gravel layers, or layers with small natural horizontal fractures or vertical fractures of small openings. Complete loss has fluid lost rate of more than 79.50 m3/h (500 bbl/h), and often occurs in permeable zones, long gravel intervals, or intervals with horizontal and vertical fractures, vertical fractures with large openings, or big voids[8].
Lost circulation control techniques can be taken during drilling or cementing include lost circulation control materials, wellbore strengthening, pneumatic drilling fluid, and new drilling technologies such as expandable tubular drilling and casing-while-drilling[9,10,11,12,13]. Among them, the most successful method to prevent and deal lost circulation is the use of LCMs.
Many researches have been conducted to investigate various aspects of LCMs[14,15,16,17,18,19,20]. Based on the physical properties, appearance, application and also mechanisms of LCMs, these additives can be classified into four general categories: fibrous, granular, flaky ones, or the blend of all the three[21]. Fibrous materials are the most suitable materials used to control mud loss in porous formations, as these materials can develop an integrated and uniform cover over voids and cracks. This cover lets the colloidal particles in mud precipitate rapidly and creates a sticky coverage on the surface of the porous formations[22,23,24]. Those LCMs having granular particles in their structure usually consist of two bridging agents, one which remains in the entry or surface of the formation, and one which is stored in the matrix of the formation[25]. Loeppke et al. investigated the effectiveness of granular LCMs such as calcium carbonate, and found that when the particle size of a LCM was greater than the fracture width, the LCM particles could form a stable bridge[26]. Wang et al. conducted several experiments on granular LCMs to evaluate their plugging performance. The outcomes showed that the particle size distribution and concentration of the granular LCMs have direct effects on their performance[27]. Another type of LCM is the flaky type. These materials are capable of creating a tight defensive block against cracks and large, porous and permeable voids in the opening of the formation. The blend of fibrous, flaky and granular type of LCMs can effectively deal with heavy losses during drilling[2, 28-29]. Mano introduced a composite LCM made up of carbon-based material and crystalline synthetic polymer, which could be used to prevent lost circulation during the drilling of oil and gas wells[30]. Goud and Joseph utilized a combination of crystalline graphite, calcium carbonate particles of certain size and micronized deformable polymer to effectively plug fractures and small vugs and strengthen the formation[31].
The particle size distribution of LCM is also a factor affecting the sealing efficiency of the LCM[32,33,34]. Dick et al. proposed the Ideal Packing Theory. In this method, a linear graph is used to optimize the particle size distribution of a specific LCM[35]. Stephen et al. found that if the D10, D50 and D90 dispersion parameters of LCM particles were the same with those of the pores, the lost circulation in the formation would be the minimum[36]. Siddiqui et al. studied the effects of size and concentration of calcium carbonate particles on its lost circulation volume in fracture formations. They concluded that the size distribution of calcium carbonate had an inevitable impact on its performance[37]. Alsaba et al. stated that if the D50 and D90 dispersion parameters of LCMs particles were equal to or greater than 3/10 and 6/5 of the fracture width, respectively, they could effectively seal the fracture[38].
Using mud and additives with lower environmental impacts is another issue which should be considered in designing LCMs[39,40]. One of the best ways achieving this goal is using LCMs which are made from natural substances, such as plants and vegetation tissues[41,42,43,44]. Cremeans utilized cotton seed hulls to seal severe loss zones. This additive can also improve the bit lubrication and works well within a wide range of temperatures[45]. Macquiod and Skodack developed a new LCM made of the coconut coir to prevent the lost circulation during drilling[46].
The main purpose of this study is to design eco-friendly LCMs which are capable of stopping different kinds of lost circulation. The RIA-X additive is used for making an environmentally-friendly drilling mud. New eco-friendly LCMs, such as RIPI-LQC, RIPI-LQF, RIA-G and IFV-Red, are also added. First, ASTM E11 standard is used to screen out the particle size distribution of each LCM. The performance of different LCMs in RIA-X and bentonite muds is then experimentally investigated using the BMT apparatus. Finally, the designed eco-friendly LCMs are used to control severe lost circulation in a well of Gardan Oilfield in southern Iran, to test their effects.
1. Experiments
1.1. Materials
Based on data of different wells drilled in Iran, a type of drilling fluid which has the maximum lost circulation during drilling in either oil or gas wells was selected for study in this work. This fluid is bentonite mud, which has been used largely in drilling the Aghajari, Mishan, and low-pressure zones of Gachsaran layers. In addition to this fluid, the new environmentally-friendly drilling mud with the RIA-X additive was also used in the experiments in this study. This additive is made from a plant, named Mountain Alyssum, which belongs to the important family of flowering plants known as Brassicaceae or Cruciferae. This plant is edible and widely utilized as a medicinal herb in Iran. The seeds of this plant contain a polar glycoprotein and an exopolysaccharide. Furthermore, the squeezed juice of this plant has a viscoelastic feature and can be used as a gelling or thickening agent. It should be noted that the method used to grind this plant and its particle size distribution have a great impact on its filtration property. Finally, one barrel of each of the abovementioned fluids were prepared in the experimental mud tank. The physical properties of the drilling muds were tested before and after hot rolling 4 hours at 21 °C. The rheological properties of the drilling fluids after aging were measured according to the API RP 13I standard at 60 °C[47]. The composition and properties of these fluids are presented in Table 1. The bentonite drilling mud was made up of 6 μg/L bentonite, fresh water, 1 μg/L high viscosity CMC-HV and 0.2 μg/L caustic soda. The RIA-X drilling mud was made up of 6 μg/L RIA-X, fresh water, 0.2 μg/L caustic soda, 0.5 μg/L oxygen-containing scavenger and 0.5 μg/L active eco-friendly anti-forming agent (AEAF).
Table 1 The composition and properties of the drilling fluids.
| Mud type | State | Apparent viscosity/ (mPa·s) | Plastic viscosity/ (mPa·s) | Yield point/Pa | Gel strengths 10s (10 min)/Pa | Density of mud/(kg·m-3) | Fluid loss/mL | pH |
|---|---|---|---|---|---|---|---|---|
| Bentonite | Before hot rolling | 27.0 | 20 | 6.7 | 2.4(2.9) | 1 040 | 17.0 | 10.2 |
| After hot rolling | 19.0 | 14 | 4.8 | 1.7(2.2) | 1 040 | 15.0 | 9.6 | |
| RIA-X | Before hot rolling | 21.0 | 16 | 4.8 | 1.7(2.2) | 1 024 | 5.5 | 9.1 |
| After hot rolling | 16.5 | 11 | 5.3 | 1.4(1.9) | 1 040 | 9.5 | 9.3 |
After choosing the mud, various LCMs, including RIPI-LQ, RIA-G, IFV-Red, Quick Seal, ResiDrill, PF-BD1-Fiber, Mica and Oyster Shell, were added to the drilling fluid. RIPI-LQ is made from a perennial plant, named Urtica Cannabina, which belongs to the important family of flowering plants known as Urticaceae. It should be noted that the method to grind this grass species and the resulting particle size distribution has a significant impact on its performance. Furthermore, the amount of heat used to remove the moisture from this plant also has a direct impact on its ability to form stable bridge.
RIA-G is also an eco-friendly type of LCM, made from the bran and germ portions of the wheat. Easily compressed, with a thermal conductivity of 0.067 W/(m•K), its fine particles can fill the voids inside the bridge formed by other larger LCMs, to reduce total amount of fluid loss. In addition to the LCMs introduced earlier, a new environmentally-friendly additive named IFV-Red was also tested in the experiments in this work. This additive is made from the seeds of a special type of grass which is particularly rich in dietary fiber and essential fatty acids, and has been found effective in improving the filtration and rheological properties of drilling fluids.
First, experiments were performed to measure the particle sizes of these materials. ASTM E11 standard sieves were used to determine the particle size distribution. In this study, a specific amount of the sample was sieved for 30 minutes using a shaker (Model RX-94, Hoskin Scientific LTD, Canada), and then the remaining amount of the sieved sample was carefully weighed. Finally, based on the weight measured, the amount, percentage, and cumulative percentage of material passing the sieve were calculated. The particle size distribution graphs of RIPI-LQ-Fine (RIPI-LQF), RIPI-LQ-Coarse (RIPI-LQC) and RIA-X are shown in Fig. 1. To calculate the solubility of LCMs in acid, 10 g of each LCM was precisely weighed and added to 100 ml of 28% hydrochloric acid. A ceramic sieve was then used to measure the amount of the LCM which could not dissolve in the acid. The physical properties and particle size distribution of each of the additives used in this work are shown in Table 2.
Fig. 1.
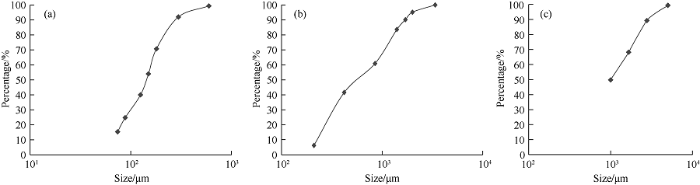
Fig. 1.
Particle size distribution graphs for (a) RIPI-LQF, (b) RIPI-LQC and (c) RIA-X.
Table 2 Physical properties and particle size distribution of the additives tested in this work.
| Solubility in acid/% | Density/ (kg·m-3) | Maximum size/μm | Minimum size/μm | Additive name |
|---|---|---|---|---|
| 97 | 2.83 | 9 500 | 2 360 | Oyster shell (coarse) |
| 26 | 1.36 | 1 680 | 1 000 | RIA-X |
| 25 | 0.90 | 297 | 37 | RIA-G |
| 25 | 0.92 | 150 | 44 | IFV-Red |
| Insoluble | 0.7 | 13 000 | 60 | PF-BD1-Fiber |
| 20 | 1.74 | 420 | 74 | ResiDrill |
| 3 | 2.8 | 12 500 | 3 350 | Mica (coarse) |
| 12 | 2.22 | 2 000 | 180 | Quick Seal (coarse) |
| 1 | 1.68 | 595 | 74 | RIPI-LQF ( fine) |
| 3360 | 210 | RIPI-LQC (coarse) |
Previous studies evaluated the toxicity of drilling additives by testing the concentration of heavy metals[48, 49]. In this study, the mass concentration of heavy metals, including lead (Pb), cadmium (Cd), zinc (Zn), Chromium (Cr), Arsenic (Ar) and copper (Cu) in the eco-friendly additives mentioned above were measured by using the method proposed by Derakhshan et al and shown in Table 3. The concentration of all the heavy metals mentioned above were lower than the amounts in edible vegetables proposed by the World Health Organization (WHO)[50, 51]. Hence, there are no environmental concerns when using these eco-friendly additives.
Table 3 Mass concentration of heavy metals in RIPI-LQ, RIA-X, RIA-G and IFV-Red.
| Additive name | Pb content/ (mg·kg-1) | Cd content/ (mg·kg-1) | Cu content/ (mg·kg-1) | Zn content/ (mg·kg-1) | Cr content/ (mg·kg-1) | As content/ (mg·kg-1) |
|---|---|---|---|---|---|---|
| RIPI-LQ | 0.122 | 0.046 | 26.784 | 86.374 | 0.021 | 0.298 |
| RIA-X | 0.001 | 0.062 | 6.709 | 91.265 | 0.039 | 0.321 |
| RIA-G | 0.017 | 0.029 | 57.163 | 72.239 | 0.022 | 0.412 |
| IFV-Red | 0.084 | 0.076 | 9.912 | 55.321 | 0.018 | 0.356 |
| Acceptable level by world health organization (WHO) | 0.300 | 0.100 | 73.000 | 100.000 | 0.050 | 0.430 |
1.2. Conventional experiments
In this study, a standard filter press apparatus was used to analyze the filtration properties of drilling mud and the amount of mud loss[52]. A viscometer (Model 35, FANN, USA) was used to measure the viscosity and gel strengths of the drilling fluids. It should be noted that these experiments were conducted based on the API 13B-1 (American Petroleum Institute) standard method[53].
1.3. Bridging material test (BMT)
1.3.1. Apparatus setup
In this work, the BMT apparatus (Model QD-4, Qingdao Senxin Group CO., China) was used to evaluate the properties of various LCMs. The schematic of this apparatus is shown in Fig. 2. In this apparatus, fractures 4.98 cm (1.96 inches) deep, 3.51 cm (1.38 inches) long, and 0.1, 0.2, 0.3, 0.4, 0.5 cm (0.04, 0.08, 0.12, 0.16, and 0.2 inches) wide were used for physical simulation of fractured formations. One of the principal considerations when working with BMT apparatus is the lost circulation regime in each of the fractures used in this experiment. Therefore, the permeability and flow rate of bentonite and RIA-X muds were calculated based on the slot dimensions, and are presented in Table 4 for slots of BMT apparatus at 6.89 MPa (1 000 psi) pressure difference. Pressurized nitrogen gas and a gas pressure regulator were used to apply pressure on the BMT cell.
Fig. 2.

Fig. 2.
Schematic of the BMT apparatus[50].
Table 4 Permeability and flow rate of bentonite and RIA-X muds for slots under 6.89 MPa (1 000 psi) pressure difference.
| RIA-X mud flow rate/(m3·h-1) | Bentonite mud flow rate/(m3·h-1) | Fracture permeability/μm2 | Fracture width/cm |
|---|---|---|---|
| 2.8 | 2.2 | 2 522.9 | 0.1 |
| 44.6 | 34.7 | 20 183.1 | 0.2 |
| 226.0 | 175.8 | 68 118.2 | 0.3 |
| 714.4 | 555.6 | 161 465.5 | 0.4 |
| 1 744.1 | 1 356.6 | 315 362.3 | 0.5 |
It can be seen from Table 4 that fractures of 0.3, 0.4, and 0.5 cm (0.12, 0.16, and 0.2 inches) wide at 6.89 MPa (1 000 psi) pressure difference can model the fluid loss of more than 79.5 m3/h (500 bbl/h). Therefore, the slots of these sizes were used to conduct complete loss control experiments. It should be pointed out that most similar experiments were performed using fractures without depth, while the fractures in the apparatus are three-dimensional and have depth. Thus, the conditions are more close to those of a real well, and if LCM can block the fractures in this experiment, it can also block the fractures of the same sizes in formation[54, 55]. The difference between fractures with depth and those without depth is shown in Fig. 3.
Fig. 3.

Fig. 3.
Difference between fractures with depth (new) and those without depth (old).
1.3.2. Measurement method
In this research, the API RP 13I standard method was used with the BMT apparatus to evaluate the amount of drilling fluid loss[47]. For the analysis, slots were placed in front of the output valve. Drilling mud with specific amounts of LCM was then poured into the BMT cell (with output valve opened) and the output mud volume was measured accurately. In the next step, the piston was placed on the mud, and the mud pressure was increased by 0.34 MPa (50 psi) every 10 seconds, till reached 6.89 MPa (1 000 psi) pressure, or the mud stopped flowing. When the LCMs succeeded in blocking the outward flow of the drilling mud, the pressure was then kept constant for 10 minutes and the final volume of drilling mud flowing out was recorded. The experiments were repeated after changing the slot (increasing their size) until permanent blockage was achieved at 6.89 MPa (1 000 psi) pressure, and the results were used to compare the performance of various LCMs[54, 55].
2. Results and discussion
In this section, the results of the tests implemented to investigate the performance of different LCMs in different fluids are discussed. It should be noted that there was 3 500 mL of fluid inside the BMT apparatus cell for these tests. Thus, if the drilling fluid loss calculated is 3 500 mL, it means that the additive was unable to control the loss at all. In contrast, the performance of a LCM is considered to be very good if it is able to control the drilling fluid loss at less than 1 000 mL.
2.1. Preliminary experiments
The experimental outcomes of two kinds of drilling fluids with the same concentration of LCM on 0.1 cm (0.04 inch) wide BMT slots with depth and without depth under the pressure difference of 6.89 MPa (1 000 psi) are shown in Fig. 4. Clearly, when the BMT slot without depth is used, the RIPI-LQC and Quick Seal Coarse have poor control on the loss of RIA-X and bentonite muds. This is mainly because these LCMs show their best efficiency only when they get into the fractures. This behavior was observed in other slots as well. Therefore, in this study, the BMT slots with depth were used in the other experiments.
Fig. 4.

Fig. 4.
Experimental outcomes of 0.1 cm wide BMT slots.
The effect of fracture width on the performance of 20 μg/L of RIPI-LQC in controlling the lost circulation of RIA-X and bentonite muds at 0.69, 2.07 and 6.89 MPa (100, 300 and 1000 psi) is shown in Fig. 5. For both of the drilling fluids mentioned above, the amount of fluid loss increases with the increase of fracture depth and the increase of pressure.
Fig. 5.
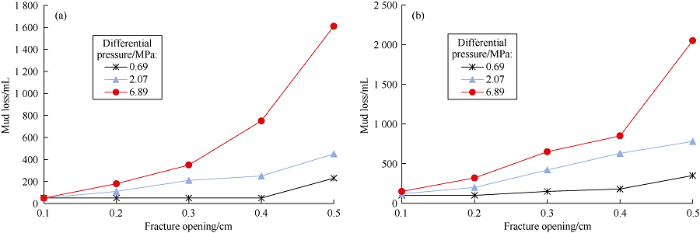
Fig. 5.
Effect of fracture width on the performance of 20 μg/L of RIPI-LQC in controlling the lost circulation of (a) RIA-X and (b) bentonite mud at 1 000, 300 and 100 psi.
2.2. Controlling the lost circulation in the 0.1 cm (0.04 inch) wide fracture
Table 5 shows the effects of different additives in controlling fluid loss in a 0.1 cm (0.04 inch) wide fracture at 6.89 MPa (1 000 psi). The fluid loss is categorized into three different groups: minimum, medium and complete loss. The minimum loss (with mud loss of less than 1 000 mL) means the LCM can form a stable bridge and effectively control the mud lost. Medium loss (with mud loss of 1 000 to 3 500 mL) indicates the LCM can’t form stable bridge, and isn’t the best option for controlling mud loss. Finally, the complete loss (with mud loss of 3 500 ml) indicates the LCM can’t form any bridge, so the drilling fluid in the BMT cell loses completely.
Table 5 Performance of different LCMs in controlling lost circulation of bentonite and RIA-X muds at 6.89 MPa (0.1 cm slot).
| Mud type | LCMs | Amount of lost circulation/mL | Degree of lost circulation |
|---|---|---|---|
| Bentonite Mud | 10 μg/L RIPI-LQC | 390 | Minimum loss (less than 1 000 ml) |
| 10 μg/L Quick seal Coarse | 510 | Minimum loss (less than 1 000 ml) | |
| 15 μg/L Vermiculite | 1 200 | Medium loss (higher than 1 000 ml) | |
| 25 μg/L Oyster Shell | 3 500 | Complete loss (3 500 ml) | |
| 25 μg/L Mica Coarse | 3 500 | Complete loss (3 500 ml) | |
| 20 μg/L PF-BD1-Fiber | 3 500 | Complete loss (3 500 ml) | |
| 25 μg/L PF-BD1-Fiber | 3 500 | Complete loss (3 500 ml) | |
| 25 μg/L ResiDrill | 3 500 | Complete loss (3 500 ml) | |
| RIA-X Mud | 10 μg/L RIPI-LQC | 50 | Minimum loss (less than 1 000 ml) |
| 10 μg/L Quick seal Coarse | 300 | Minimum loss (less than 1 000 ml) | |
| 15 μg/L Vermiculite | 1 050 | Medium loss (higher than 1 000 ml) | |
| 25 μg/L Oyster Shell | 3 500 | Complete loss (3 500 ml) | |
| 25 μg/L Mica Coarse | 3 500 | Complete loss (3 500 ml) | |
| 20 μg/L PF-BD1-Fiber | 3 500 | Complete loss (3 500 ml) | |
| 25 μg/L PF-BD1-Fiber | 3 500 | Complete loss (3 500 ml) | |
| 25 μg/L ResiDrill | 3 500 | Complete loss (3 500 ml) |
As discussed in the previous section, the fracture of this width is the ideal model for investigating light loss. But the experimental results show even large amounts of oyster shell and coarse mica can’t control the mud loss in 0.1 cm (0.04 inch) wide fracture. The main reason for this is the inappropriate particle size distribution. It should be emphasized that this two kinds of flake LCMs have poor performance in the slots of two other widths, so they cannot control mud loss by themselves alone. Similarly, the PF-BD1-Fiber additive is not able to control the lost circulation in this sized fracture either. It is worth noting that this additive has a wide and appropriate particle size distribution. However, fiber LCMs are not a suitable solution to control lost circulation in the fractured formations solely because they could not form a stable bridge. The other additive, ResiDrill, small in particle size, can’t control the loss of bentonite and RIA-X muds either.
In contrast, 15 μg/L of vermiculite worked better in controlling mud loss. But the loss of bentonite and RIA-X muds were both over 1 000 mL, indicating this amount of vermiculite isn’t the best option for controlling the mud loss in 0.1 cm (0.04 inch) wide fracture. However, it can be seen that 10 μg/L of RIPI-LQC or coarse Quick Seal can effectively control the loss of both bentonite and RIA-X drilling fluids, and have better performance on RIA-X mud than bentonite mud. Especially when 10 μg/L RIPI-LQC is added in RIA-X fluid, the amount of mud loss is almost zero. This is mainly because the RIPI-LQC additive has an appropriate particle size distribution (Fig. 1c), thus it can help other LCMs to form more stable bridge and reduce the amount of loss.
2.3. Controlling mud loss in 0.2 cm (0.08 inch) wide fracture
The experimental outcomes of different additives in fluid loss control in the 0.2 cm (0.08 inch) wide fracture are shown in Table 6. The results of investigating loss in this fracture can help analyze the behaviors of light to medium losses. It is clear that 10 μg/L of RIPI-LQC can effectively control the loss of bentonite mud and RIA-X mud. Moreover, this performance of 10 μg/L RIPI-LQC is almost equivalent to that of 15 μg/L Quick Seal, showing that RIPI-LQC additive works better than Quick Seal in controlling mud loss. When 15 μg/L vermiculite is added, the loss of both kinds of muds are greater than 1 000 mL.
Table 6 Performance of different LCMs in controlling the lost circulation of bentonite and RIA-X muds at 6.89 MPa (0.2 cm slot).
| Mud type | LCMs | Amount of lost circulation/mL | Degree of lost circulation |
|---|---|---|---|
| Bentonite Mud | 10 μg/L RIPI-LQC | 650 | Minimum loss (less than 1 000 ml) |
| 15 μg/L Quick seal Coarse | 800 | Minimum loss (less than 1 000 ml) | |
| 15 μg/L Vermiculite | 3 500 | Complete loss (3 500 ml) | |
| 20 μg/L Vermiculite | 1 950 | Medium loss (higher than 1 000 ml) | |
| RIA-X Mud | 10 μg/L RIPI-LQC | 550 | Minimum loss (less than 1 000 ml) |
| 15 μg/L Quick seal Coarse | 650 | Minimum loss (less than 1 000 ml) | |
| 15 μg/L Vermiculite | 3 500 | Complete loss (3 500 mL) | |
| 20 μg/L Vermiculite | 1 650 | Medium loss (higher than 1 000 ml) |
2.4. Controlling mud loss in 0.3cm (0.12 inch) wide fracture
The 0.3 cm (0.12 inch) wide fracture can represent heavy losses. Table 7 shows the test results of different additives. 15 μg/L of RIPI-LQC additive can control the mud loss of bentonite mud. Also it can control the loss of RIA-X mud quite well. When increasing the concentration of RIPI-LQC to 20 μg/L, the effect of loss control becomes better, and the loss of RIA-X mud reduces to only 360 mL. The results show the performance of 15 μg/L RIPI-LQC is better than that of 15 μg/L Quick Seal. Also, it is slightly more difficult to control the loss of bentonite mud than the loss of RIA-X mud, which suggests the RIA-X additive has an appropriate particle size distribution, so it can improve the performance of other LCMs.
Table 7 Performance of different LCMs in controlling the lost circulation of bentonite and RIA-X muds at 6.89 MPa (0.3 cm slot).
| Mud type | LCMs | Amount of lost circulation/mL | Degree of lost circulation |
|---|---|---|---|
| Bentonite Mud | 15 μg/L RIPI-LQC | 750 | Minimum loss (less than 1 000 ml) |
| 15 μg/L Quick seal Coarse | 950 | Minimum loss (less than 1 000 ml) | |
| 25 μg/L Vermiculite | 3 500 | Complete loss (3 500 ml) | |
| 30 μg/L Vermiculite | 3 500 | Complete loss (3 500 ml) | |
| RIA-X Mud | 15 μg/L RIPI-LQC | 720 | Minimum loss (less than 1 000 ml) |
| 20 μg/L RIPI-LQC | 360 | Minimum loss (less than 1 000 ml) | |
| 15 μg/L Quick seal Coarse | 760 | Minimum loss (less than 1 000 ml) | |
| 25 μg/L Vermiculite | 3 500 | Complete loss (3 500 ml) | |
| 30 μg/L Vermiculite | 3 500 | Complete loss (3 500 ml) |
Table 7 shows clearly that even a high concentration of vermiculite additive is not able to seal the fracture of this size. This is mainly because the bridge formed by this additive would be broken under high pressure, which would in turn result in complete loss. Moreover, this additive is more brittle, the bridge it forms has low resistance under high pressure, and so is more susceptible to damage in wider fractures. Therefore, this additive is not suitable for controlling mud loss in large size fractures.
When various LCMs of fine particle sizes are combined with the RIPI-LQC and Quick Seal Coarse of large sizes, the fine particles of these materials fill the voids inside the bridges formed by larger LCMs and as a result, the stability of the bridges formed by the LCMs increases and the total amount of lost circulation decreases. The outcomes of this mixed LCMs for bentonite and RIA-X muds in 0.3 cm (0.12 inch) wide fracture are shown in Figs. 6 and 7, respectively. It can be seen that adding 5 μg/L RIPI-LQF to 15 μg/L RIPI-LQC can reduce the loss of both drilling fluids, and that when 5 μg/L of RIPI-LQF is added to 15 μg/L of Quick Seal, the performance of this additive also becomes better slightly. But it can be seen that the combination of 5 μg/L of RIPI-LQF and 15 μg/L of RIPI-LQC is more effective than the combination of 5 μg/L RIPI-LQF and 15 μg/L Quick Seal in controlling the loss of bentonite and RIA-X muds. Moreover, the combination of 5 μg/L RIPI-LQF, 5 μg/L RIA-G and 15 μg/L RIPI-LQC significantly reduces the loss of the two kinds of drilling fluids. Finally, the results clearly show that adding 5 μg/L of Residrill to 15 μg/L of RIPI-LQC or Quick Seal doesn’t significantly improve their performance in controlling mud loss in the fracture of this size, which indicates that ResiDrill isn’t suitable for plugging small voids in the bridges formed by RIPI-LQC or Quick Seal Coarse.
Fig. 6.
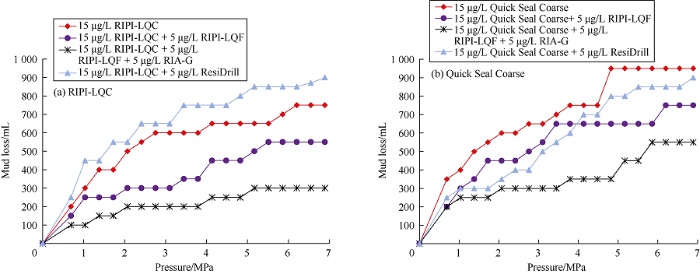
Fig. 6.
Performance of different combinations of LCMs in controlling the lost circulation of bentonite mud in 0.3 cm slot.
Fig. 7.
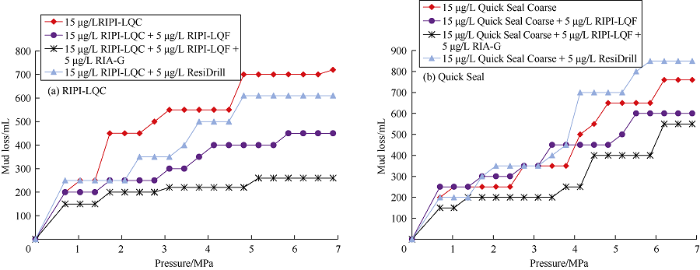
Fig. 7.
Performance of different combinations of LCMs in controlling the lost circulation of RIA-X mud in 0.3 cm slot.
2.5. Controlling the mud loss in 0.4 cm (0.16 inch) wide fracture
The results of tests done on this size fracture help us understand the LCMs’ ability to control the heavy mud loss. Table 8 shows the performance parameters of different LCM combinations. 20 μg/L of RIPI-LQC has enough capacity to control the loss of bentonite and RIA-X muds. But the combination of 20 μg/L of RIPI-LQC and 5 μg/L RIPI-LQF has better performance in controlling the loss of the different fluids used in this work. 20 μg/L of Quick Seal is also able to control the loss of bentonite and RIA-X muds quite well. In contrast, the combination of 15 μg/L of RIPI-LQC and 15 μg/L of vermiculite is not able to control the loss of mud in this size fracture. The main reason for this problem is the breaking of the bridge formed by these two LCMs. Similarly, the combination of 20 μg/L of RIPI-LQC and 10 μg/L of vermiculite is also unable to adequately control the loss of bentonite and RIA-X muds. It is worth noting that vermiculite is routinely used by different drilling companies to control the different types of lost circulation in Aghajari, Mishan, and upper members of the Gachsaran Formation. However, the outcomes for vermiculite presented in Tables 7 and 8 clearly demonstrate that this LCM (alone or combined with other additives) isn’t an appropriate solution for controlling heavy loss.
Table 8 Performance of different LCMs in controlling the lost circulation of bentonite and RIA-X muds at 6.89 MPa (0.4 cm slot).
| Mud type | LCMs | Amount of lost circulation/mL | Degree of lost circulation |
|---|---|---|---|
| Bentonite Mud | 15 μg/L RIPI-LQC | 1 400 | Medium loss (3 500 ml) |
| 20 μg/L RIPI-LQC | 850 | Minimum loss (less than 1 000 ml) | |
| 20 μg/L RIPI-LQC + 5 μg/L RIPI-LQF | 600 | Minimum loss (less than 1 000 ml) | |
| 15 μg/L Quick seal Coarse | 1 350 | Medium loss (3 500 ml ) | |
| 20 μg/L Quick seal Coarse | 950 | Minimum loss (less than 1 000 ml) | |
| 15 μg/L RIPI-LQC + 15 μg/L Vermiculite | 3 500 | Complete loss (3 500 ml) | |
| 20 μg/L RIPI-LQC + 10 μg/L Vermiculite | 2 950 | Medium loss (higher than 1 000 ml) | |
| RIA-X Mud | 15 μg/L RIPI-LQC | 1 100 | Medium loss (3 500 ml) |
| 20 μg/L RIPI-LQC | 700 | Minimum loss (less than 1 000 ml) | |
| 20 μg/L RIPI-LQC + 5 μg/L RIPI-LQF | 450 | Minimum loss (less than 1 000 ml) | |
| 15 μg/L Quick seal Coarse | 1 250 | Medium loss (3 500 ml) | |
| 20 μg/L Quick seal Coarse | 820 | Minimum loss (less than 1 000 ml) | |
| 15 μg/L RIPI-LQC + 15 μg/L Vermiculite | 3 500 | Complete loss (3 500 ml) | |
| 20 μg/L RIPI-LQC + 10 μg/L Vermiculite | 2 750 | Medium loss (higher than 1 000 ml) |
Again, for improving the loss control efficiency of LCMs of large sizes and reducing the total amount of loss of mud, finer LCMs were combined with the larger ones. As shown in Fig. 8, the combination of 5 μg/L RIA-G, 5 μg/L RIPI-LQC and 20 μg/L RIPI-LQC can reduced the amount of lost circu-lation remarkably. Moreover, the combination of 5 μg/L RIA-G, 5 μg/L RIPI-LQF and 20 μg/L Quick Seal is more effective than 20 μg/L of Quick Seal alone in controlling the lost circulation. That is because the fine LCMs (RIPI-LQF and RIA-G) can effectively fill the voids inside the bridges formed by larger additives (RIPI-LQC and Quick Seal) and eventually improve their performance.
Fig. 8.
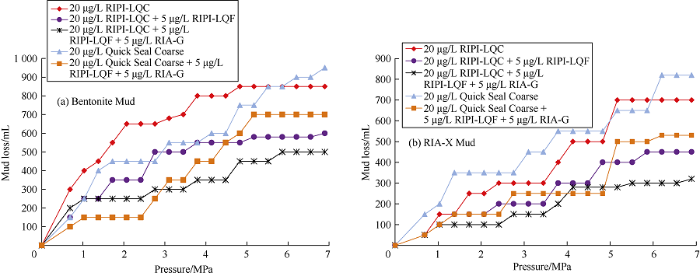
Fig. 8.
Performance of different combinations of LCMs in controlling the lost circulation of bentonite and RIA-X muds in 0.4 cm slot.
2.6. Controlling lost circulation in 0.5 cm (0.2 inch) wide fracture
The performance of different additives in controlling the lost circulation in 0.5 cm (0.2 inch) wide fracture can represent their performance in very heavy loss, as shown in Table 9. Various combinations of RIPI-LQC and RIPI-LQF were used to control the lost circulation of bentonite mud. The combination of 18 μg/L of RIPI-LQC and 7 μg/L of RIPI-LQF has the best performance. Although the combination of 20 μg/L RIPI-LQC and 5 μg/L RIPI-LQF is not able to adequately control the lost circulation of bentonite mud (the amount of lost circulation is higher than 1 000 ml), the performance of this combination in RIA-X mud is much better. This results show again the same combination of LCMs has a lower loss for RIA-X mud than bentonite drilling fluid. Three different combinations of Quick Seal Coarse were used to control the lost circulation of bentonite mud. The losses calculated were all higher than 1 000 mL. Adding 25 μg/L of coarse Quick Seal to RIA-X drilling fluid is unable to plug the fracture of 0.5 cm (0.20 in) completely either.
Table 9 Performance of different LCMs in controlling the lost circulation of bentonite and RIA-X mud at 6.89 MPa (0.5 cm slot).
| Mud type | LCMs | Loss volume/mL | Degree of lost circulation |
|---|---|---|---|
| Bentonite Mud | 20 μg/L RIPI-LQC | 2 050 | Medium loss (higher than 1 000 ml) |
| 25 μg/L RIPI-LQC | 1 750 | Medium loss (higher than 1 000 ml) | |
| 18 μg/L RIPI-LQC + 7 μg/L RIPI-LQF | 750 | Minimum loss (less than 1 000 ml) | |
| 20 μg/L RIPI-LQC + 5 μg/L RIPI-LQF | 1 600 | Medium loss (higher than 1 000 ml) | |
| 20 μg/L Quick seal Coarse | 1 900 | Medium loss (higher than 1 000 ml) | |
| 20 μg/L Quick seal Coarse + 5 μg/L RIPI-LQC | 1 600 | Medium loss (higher than 1 000 ml) | |
| 15 μg/L Quick seal Coarse + 10 μg/L RIPI-LQC | 1 120 | Medium loss (higher than 1 000 ml) | |
| RIA-X Mud | 25 μg/L RIPI-LQC | 1 400 | Medium loss (higher than 1 000 ml) |
| 20 μg/L RIPI-LQC + 5 μg/L RIPI-LQF | 650 | Minimum loss (less than 1 000 ml) | |
| 25 μg/L Quick seal Coarse | 1 650 | Medium loss (higher than 1 000 ml) |
Finally, fine LCMs (RIPI-LQF and RIA-G) were combined with the larger size additives (RIPI-LQF and Quick Seal Coarse) to improve their performance. It can be seen from Fig. 9, the combination of 18 μg/L RIPI-LQC, 7 μg/L RIPI-LQF and 5 μg/L of RIA-G is the best option for controlling lost circulation of bentonite mud in fracture of this size. In addition, the combination of 20 μg/L RIPI-LQC, 5 μg/L RIPI-LQF and 5 μg/L RIA-G is able to effectively control the heavy lost circulation of RIA-X mud.
Fig. 9.
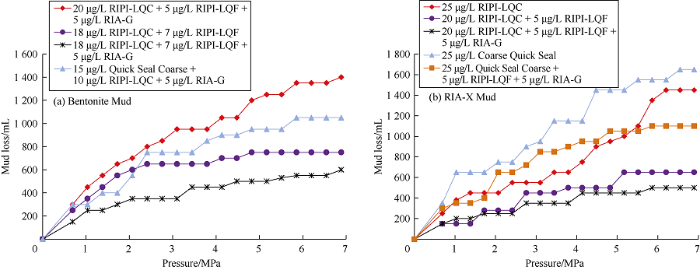
Fig. 9.
Performance of different combination of LCMs in controlling the lost circulation of bentonite and RIA-X muds in 0.5 cm slot.
3. Field test
The new eco-friendly LCMs introduced in this work have been successfully used to control different kinds of lost circulation in more than 10 wells. Among all the field tests which have been implemented, one of them clearly showed distinguished performance in controlling heavy lost circulation which conventional processes such as cementing or drilling with foam are not able to deal with.
This well is located in the south of Iran (Firuzabad). The main target of this well was to estimate the initial production of oil and gas in the newly discovered Gardan field. Lost circulation occurred in Hith Formation with rich dolomite and evaporite. The drilling depth of this well at the beginning of the lost control process was 1 714.1 m (3 524 feet ). At first a cementation process was implemented in three phases to control the lost circulation. After the cement cured, drilling was restarted and the cement plug was drilled. Again, heavy lost circulation occurred. In the next step, according to the ideas of the Operation Bureau, the foam drilling method was used to reduce the effective mud weight and the amount of lost circulation. However, this method was also ineffective, as there was still a high rate of mud loss 39.75 m3/h (250 bbl/h).
According to the materials available in the region, the RIA-X and bentonite muds were made and their properties were compared (Table 10). 3 μg/L of CMC-HV was added to the bentonite mud to improve its viscosity and loss control capacity, while 5 μg/L of IFV-Red was used to enhance the rheological and filtration properties of the RIA-X mud. Note that in both of the muds mentioned above, the combination of 20 μg/L RIPI-LQC, 5 μg/L RIPI-LQF and 5 μg/L RIA-G was added as the lost control materials. The test results show that the rheological properties of bentonite mud greatly decreases due to the effect of salt water, and the above-mentioned LCMs are more stable in the RIA-X mud. Furthermore, the total cost per barrel of RIA-X and bentonite muds were calculated at 343.4 $/m3 (54.6 $/bbl) and 476.4$/m3 (75.75 $/bbl), respectively. Finally, the eco-friendly RIA-X mud was chosen to control the lost circulation in this well. It should be mentioned that this mud is made of herbal and even sometimes popular edible materials, so it is truly environmentally friendly.
Table 1 0. Characteristics of RIA-X and bentonite muds.
| Mud type | Apparent viscosity/ (mPa·s) | Plastic viscosity/ (mPa·s) | Yield point/ Pa | Gel strengths 10s (10 min)/Pa | Density/ (kg·m-3) |
|---|---|---|---|---|---|
| Bentonite | 27.5 | 18 | 9.1 | 1.0(1.5) | 1 040 |
| RIA-X | 29 | 15 | 13.4 | 2.4(3.4) | 1 612 |
According to the degree of lost circulation (complete loss) and after obtaining permission from the superintendent, 79.5 m3 (500 barrels) of the RIA-X mud with eco-friendly LCMs were made and injected to the well (the RIA-X mud with eco-friendly LCMs was displaced by 39.8 m3 (220 barrels) of RIA-X mud without any LCMs). After that the drilling string was pulled up to get the bit just below the last casing shoe, and then 63.6 m3 (400 barrels) of RIA-X mud with eco-friendly LCMs was injected into the well. 15.9 m3 (100 barrels) of RIA-X mud without any LCMs was then pumped down the drilling string. After about 17 hours, 119.3 m3 (750 barrels) of RIA-X mud were injected into the well, and the lost circulation measured was 6.36 m3/h (40 bbl/h). However, 2 hours later the amount of lost circulation decreased to 5.01 m3/h (30 bbl/h). Eventually, the bit was pulled up to the depth of 3 090 feet (942 meters) and 39.8 m3 (250 barrels) of RIA-X mud with eco-friendly LCMs were pumped into the well. The amount of lost circulation decreased to less than 1.59 m3/h (10 bbl/h). Finally, after running the drilling string back into the well, the amount of lost circulation was calculated to be 6 bbl/h.
4. Conclusions
In this study, the effectiveness of different LCMs in controlling the lost circulation of bentonite mud and RIA-X mud was investigated experimentally. The BMT apparatus with variable-sized fractures was used to determine the amount of lost circulation. The findings are as follows:
Coarse mica and oyster shell alone are unable to control the lost circulation of fracture formations. PF-BD1-Fiber additive is not able to form a stable bridge or even seal small fractures, which, in turn results in complete circulation loss in fracture formations. ResiDrill additive is not a suitable LCM to stop lost circulation in different sized fractures, due to its fine particles. The vermiculite additive is just able to form a bridge in the 0.10 cm (0.04 inch) and 0.20 cm (0.08 inch) fractures. The bridges formed by this additive can be broken easily in wider fractures, resulting in complete loss. It is worth noting that vermiculite is also not the best option for controlling the lost circulation of small fractures, due to the high amount of losses.
Among all the LCMs tested in this work, RIPI-LQC and Quick Seal Coarse show the best performance in controlling the lost circulation of bentonite mud and RIA-X mud. When RIPI-LQC and Quick Seal Coarse additives or a combination of them are able to form a stable bridge, adding small LCMs such as RIPI-LQF and RIA-G reduces the total amount of lost circulation and increases their effectiveness. Moreover, controlling the lost circulation of the eco-friendly RIA-X mud is easier than controlling that of bentonite mud.
The eco-friendly drilling mud and LCMs introduced in this work have been successfully used in the field to control heavy lost circulation which conventional processes such as cementing or drilling with foam couldn’t deal with.
Reference
New solutions to remedy lost circulation, cross flows, and underground blowouts
Review of lost circulation materials and treatments with an updated classification.
Lost circulation control and wellbore strengthening: Looking beyond particle size distribution.
Comprehensive analysis of initiation and propagation pressures in drilling induced fractures
DOI:10.1016/j.petrol.2016.10.039
URL
[Cited within: 1]

61Initiation of drilling induced fractures is accurately characterized by a fracture mechanics approach, such as Rummel's model.61Propagation of drilling induced fractures occurs in two stages: transient and stable.61The fracture propagation pressure reaches a constant value during the stable stage.61The stable fracture propagation pressure is primarily dominated by the minimum horizontal stress.61Application of lost circulation materials enhances the stable fracture propagation pressure.
A review on fracture-initiation and -propagation pressures for lost circulation and wellbore strengthening
Fluid flow and heat transfer modeling in the event of lost circulation and its application in locating loss zones
DOI:10.1016/j.petrol.2016.08.030
URL
[Cited within: 1]
61Heat transfer modeling for drilling operation with lost circulation61A new method to locate the loss zones with distributed temperature measurement61Performed parametric study on the effect of various mud loss parameters61Evaluate the effectiveness of proposed approach under different conditions
Principles and applications of well logging
DOI:10.1007/978-3-662-53383-3
URL
[Cited within: 1]
This book primarily focuses on the principles and applications of electric logging, sonic logging, nuclear logging, production logging and NMR logging, especially LWD tools, Sondex production logging tools and other advanced image logging techniques, such as ECLIPS 5700, EXCELL 2000 etc. that have been developed and used in the last two decades. Moreover, it examines the fundamentals of rock... [Show full abstract]
Laboratory study of lost circulation materials for use in oil-base drilling muds
Best practice in understanding and managing lost circulation challenges
Wellbore strengthening: The less-studied properties of lost-circulation materials
Drilling fluids processing handbook
Analysis of analytical fracture models for wellbore strengthening applications: An experimental approach
DOI:10.1016/j.jngse.2016.11.022
URL
[Cited within: 1]
61Five fracture width models were compared and analyzed.61Hydraulic fracturing experiment was conducted using different LCM blends.61The estimated fracture widths was compared with the measured fracture width.61Using of LCMs enhanced the fracture breakdown and the re-opening pressure.61Carbonell and Detournay's model estimated realistic fracture width behavior.
Making a case for rethinking lost circulation treatments in induced fractures
Improved lost circulation treatment design and testing techniques minimizes formation damage
An experimental study of silicate-polymer gel systems to seal shallow water flow and lost circulation zones in top hole drilling
DOI:10.1016/j.petrol.2014.09.011
URL
[Cited within: 1]
61A new method based on “vortex closure” is introduced for gel time determination.61The use of NTU values for long term gelation monitoring is introduced.61Polymers are used to provide viscosity to keep LCM and barite in suspension.61Sodium silicate concentrations between 7.5% and 10% are found as optimum.61LCM addition is found effective to increase extrusion pressure of the gels.
Laboratory evaluation of sealing wide fractures using conventional lost circulation materials
Size degradation studies of lost circulation materials in a flow loop
Analytical model of plugging zone strength for drill-in fluid loss control and formation damage prevention in fractured tight reservoir
DOI:10.1016/j.petrol.2016.10.069
URL
[Cited within: 1]
61New analytical model of plugging zone strength for drill-in fluid loss control in fractured reservoir.61Sensitivity analysis of mechanical and geometric properties of loss control material (LCM) on plugging zone strength.61Single LCM parameters for selection of LCM type; plugging zone parameters for determination of optimal LCM concentration.61Combination of rigid granule, fiber and elastic particle for synergy effect on optimizing plugging zone strength.61Developed application procedure to drill-in fluid loss control successfully applied to field case study.
Lost circulation materials capability of sealing wide fractures
Lost circulation treatments for naturally fractured, vugular, or cavernous formations
Method of inhibiting lost circulation from a wellbore: U.S. Patent 4526240.
Protein-based fibrous bridging material and process and system for treating a wellbore: WIPO Patent Application WO/2015/130277.
Engineering plastic/inorganic fiber blends as lost circulation materials: U.S. Patent 9366098.
An analysis and the control of lost circulation
DOI:10.2118/951171-G URL [Cited within: 1]
Design and evaluation of lost circulation materials for severe environments
DOI:10.2118/18022-PA URL [Cited within: 1]
Experimental investigation on plugging behavior of granular lost circulation materials in fractured thief zone
DOI:10.1080/02726351.2015.1089963
URL
[Cited within: 1]
Lost circulation of drilling fluid occurs frequently when drilling in fractured formations. Granular lost circulation material (LCM) is still widely used as a cure to combat the circulation loss of drilling fluid. The placement styles of granular LCM in the fractured thief zone are discussed in this paper. A series of experimental tests to examine the placement style have been carried out using a new developed test equipment. The effects of the material type, particle size distribution (PSD), and concentration of the granular LCMs on the plugging behavior have been investigated. The experimental results proved that t the rigid granules work as an ideal bridging material determining the plugging depth, and the powder material is more suitable as filling material controlling the total fluid loss. The PSD of granular LCM dominates the placement style and efficiency in fractured thief zone, and there exists an optimum concentration for maximum effect of granular LCM additives.
Effect of material type and size distribution on performance of loss/seepage control material
All lost-circulation materials and systems are not created equal
Method and composition for preventing or treating lost circulation: U.S. Patent 7534744.
Drilling fluid additives and engineering to improve formation integrity
Laboratory study of lost circulation materials for use in both oil-based and water-based drilling muds
DOI:10.2118/14723-PA URL [Cited within: 1]
Determination de l’optimum de remplissage granulometrique et quelques proprietes s’y rattachant
Particle size distribution selection of CaCO3 in drill-in fluids: Theory and applications
Optimizing the selection of bridging particles for reservoir drilling fluids
A new methodology that surpasses current bridging theories to efficiently seal a varied pore throat distribution as found in natural reservoir formations
Drill-in fluids for multi-lateral MRC wells in carbonate reservoir: PSD optimization and best practices leads to high productivity: A case study
Updated criterion to select particle size distribution of lost circulation materials for an effective fracture sealing
DOI:10.1016/j.petrol.2016.10.027
URL
[Cited within: 1]
61Different lost circulation materials at different concentration/formulations were evaluated.61Fracture width ranging from 1000 – 3000 μm were tested61Four common selection criteria were investigated and compared with the suggested criterion61The presented criterion was based on both laboratory and statistical investigation61The presented criteria suggest that both D50 and D90 should be equal or greater than 3/10 and 6/5 the fracture width, respectively.61The suggested method showed a 90% match between the actual and predicted seal quality.61This study shows that previous criteria might not be applicable for fracture sealing since they were developed for pore sizes ranges not fracture widths ranges.
Drilling fluid: State of the art and future trend
Fundamentals of sustainable drilling engineering.
Use of ground, sized cocoa bean shells as a lost circulation material in drilling mud: U.S. Patent 4474665.
Sugar cane additive for filtration control in well working compositions: U.S. Patent 7094737.
The use of grass as an environmentally friendly additive in water-based drilling fluids
DOI:10.1007/s12182-016-0083-8
URL
[Cited within: 1]
Excellent drilling fluid techniques are one of the significant guaranteed measures to insure safety, quality, efficiency, and speediness of drilling operations. Drilling fluids are generally...
Lost circulation material with rice fraction: U.S. Patent 5599776.
Lost circulation material and method of use: U.S. Patent 6630429.
Method for using coconut coir as a lost circulation material for well drilling: U.S. Patent Application 20040129460.
Recommended practice for field testing water-based drilling fluids
(2013-04-08)[2018-08-08]. .
An environment friendly drilling fluid system
DOI:10.1016/S1876-3804(11)60040-2
URL
[Cited within: 1]
Based on numerous laboratory studies, an environment friendly drilling fluid system is developed. The formula is 4% bentonite+0.3%IND-30+1.5%NAT-20+3%FXJS+2%NFT-25. By adopting environment friendly additives, the system has good temperature resistance (up to 150 C) and excellent contamination resistance (30% saturated salt tolerance and 8% bentonite tolerance). It can also effectively protect reservoir and achieve more than 81.5% of permeability recovery. When spreading on land surface with thickness of 0-20 cm, all the indexes of the soil environmental quality are above the second degree of the national standard. Meanwhile, it can improve the water content and fertility of sandy land. And this drilling fluid system was successfully used in 15 wells of the Tarim Oilfield, Karamay Oilfield and Jiangsu Oilfield and got satisfactory results in environmental protection and reservoir protection. After this environment friendly drilling fluid is abandoned, the contents of organic matter, active nitrogen, active phosphorus and active potassium in the soil around wells are increased. 40.87 10 4 Yuan of comprehensive cost per well was saved and the total saved cost of the 15 wells was 613.05 10 4 Yuan.
Spent drilling muds management and natural environment protection
DOI:10.2478/gospo-2014-0011 URL [Cited within: 1]
Assessment of heavy metals residue in edible vegetables distributed in Shiraz, Iran
Concentration of heavy metal in edible vegetables widely consumed in Shahroud, the North East of Iran
Influence of monoethanolamine on thermal stability of starch in water based drilling fluid system
DOI:10.1016/S1876-3804(18)30017-X
URL
[Cited within: 1]
To improve the thermal stability of starch in water-based drilling fluid, monoethanolamine (MEA) was added, and the effect was investigated by laboratory experiment. The experimental results show that the addition of monoethanolamine (MEA) increases the apparent viscosity, plastic viscosity, dynamic shear force, and static shear force of the drilling fluid, and reduces the filtration rate of drilling fluid and thickness of mud cake apparently. By creating hydrogen bonds with starch polymer, the monoethanolamine can prevent hydrolysis of starch at high temperature. Starch, as a natural polymer, is able to improve the rheological properties and reduce filtration of drilling fluid, but it works only below 121 C. The MEA will increase the thermal stability of starch up to 160 C. There is a optimum concentration of MEA, when higher than this concentration, its effect declines.
Recommended practice for laboratory testing of drilling fluids
(2004-04-07)[2018-08- 08]. .
Experimental and field test analysis of different loss control materials for combating lost circulation in bentonite mud
DOI:10.1016/j.jngse.2017.04.004
URL
[Cited within: 2]
Using advanced experimental procedures in this article, the productivity of various loss control materials (LCMs) in bentonite mud which has the most amount of loss in Iran's oil and gas wells is investigated. At first, particle size distribution of LCMs is evaluated based on API standards. Then, the loss of bentonite mud in various fractures is investigated using Bridging Testing Materials (BMT) apparatus. Usage of three dimensional fractures is one of the most remarkable points of this work, which makes the experiment conditions so similar to real conditions of well. It is noticeable that LCMs show their good efficiency only when they can internally block the fracture. Also in this research, RIPI-LQC material is for the first time used to control the mud loss. The results show that the combination of RIPI-LQC and RIPI-LQF, with concentration of respectively 18 and 7 pound per barrel (ppb), are highly effective in controlling the critical and heavy losses. Finally, this combination is tested thoroughly using a well of Asalouyeh gas field to control the critical losses. The field test results nicely show that this new additive has a better performance to control the mud loss.
Application of new eco-friendly LCMs for combating the lost circulation in heavy-weight and oil-based mud
DOI:10.1039/C7RA13668D URL [Cited within: 2]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}