


Introduction
The conglomerate oilfield in the Mahu sag of Junggar Basin is characterized by the deep reservoir burial depth and serious heterogeneity, and great difficulty in producing reserves. This conglomerate oilfield is a new field for the tight oil development[1,2]. In recent years, production breakthroughs have been achieved through the volume fracturing technology in horizontal wells[3,4]. However, the production is costly, and there is no effective measure to reduce the cost and improve the per-formance at present. Due to the complex lithofacies in Mahu conglomerate reservoir[5,6,7], it is of great significance to understand the change laws of hydraulic fracture propagation, proppant transport, and conductivity under the control of lithofacies for the optimization of fracturing parameters in this kind of tight reservoir.
Domestic and foreign researchers have carried out in-depth theoretical studies on the hydraulic fracture propagation in conglomerate reservoirs. In conglomerate, the mineral composition and mechanical properties such as deformation and strength, are significantly different for the gravel and matrix. For example, the hardness of gravels in Baikouquan Formation glutenite of Mahu sag can be more than 5 times than that of matrix[7]. The strong mechanical heterogeneity of conglomerate reservoirs can induce the fracture to be arrested, deflected, or penetrated when encountering gravels. The magnitude of horizontal stress difference and gravel attributes (e.g., size, content, sorting, and distribution) might affect the macroscopic strike and local morphology of hydraulic fractures, respectively. Besides, the hydraulic fractures in conglomerate reservoirs are characterized by the tortuous path, bypassing gravel, and branching locally[8,9,10]. However, proppant transport and placement in tortuous fractures is not clear, as well as the corresponding variation of conductivity.
At present, researches on proppant transport in hydraulic fractures have made considerable progress. In most of these studies, an apparatus consisting of a single[11,12] or multiple orthogonal/oblique resin-glass plates[13,14] was used to study the sand levee shape in fractures. However, the artificial fracture units mentioned above are smooth plates, which are not suitable for the tortuous fracture in conglomerate reservoirs. To solve this problem, Raimbay et al.[15] roughened the resin-glass plate surface to simulate the surface morphology of rough fractures. However, the abovementioned methods cannot accurately reconstruct the real tortuosity and surface roughness of fractures in conglomerate reservoirs. Similarly, most of current conductivity experiments are based on API (American Petroleum Institute) standard steel sheets or rock plates with smooth surfaces[16], which simulate the conductivity variation in straight fractures, and the surface morphology of which is far from the reality. Zhen et al.[17] used cement and cobblestones to fabricate rock plate of glutenite and simulated the differences in proppant fragmentation and embedment levels at gravel and matrix, but this artificial fracture still cannot represent the tortuous and rough fracture in conglomerate reservoir.
The previous studies on proppant transport and conductivity mainly focused on planar fractures, with few considerations about the influence of tortuosity and roughness of the fracture surface. In general, the fracture geometry obtained in fracturing experiments is similar to that of the real fracture in the reservoir. However, most of the fracturing experiments are usually conducted without adding proppants[18], meaning that the proppant transport experiment is independent of the fracturing experiment and the artificial fracture is not fully utilized. In this study, on the basis of downhole cores from Permian Upper Wuerhe Formation in Mahu sag of Junggar Basin, an experimental workflow integrating the fracturing and sanding was designed for the small-scale true tri-axial fracturing apparatus. Based on the geometry of the created fracture, the 3D-printing technology was applied to build a rock plate model with rough fracture surface after fracturing in conglomerate[19]. Then, the proppant transport rules under complex lithofacies and tortuous rough fracture system were analyzed, as well as the influence of different rough fracture surfaces on the conductivity, so as to provide technical support for the optimization of sanding parameters in fracturing conglomerate with different lithofacies.
1. Sanding fracturing experiment
1.1. Rock mechanical properties of conglomerate
The conglomerate samples were taken from Well Mahu 1 and Well Mahu 11, from the Permian Upper Wuerhe Formation in Mahu sag. The composition of the conglomerate is mainly igneous rock, and fine gravels or sandstone matrix is filled between the gravels, cemented by argillaceous or calcium argillaceous cement. According to the gravel size and grain support mode, conglomerate cores can be divided into matrix-supported fine conglomerate and grain-supported medium conglomerate[5,6]. The gravel size of the cores from Well Mahu 1 is 5-10 mm, and the gravel are suspended and surrounded by matrix. This core belongs to the matrix-supported fine conglomerate (Fig. 1a). The gravel size of the cores from Well Mahu 11 is 10-40 mm, and the particles are in contact with each other. This core belongs to the grain-supported medium conglomerate (Fig. 1b).
Fig. 1.
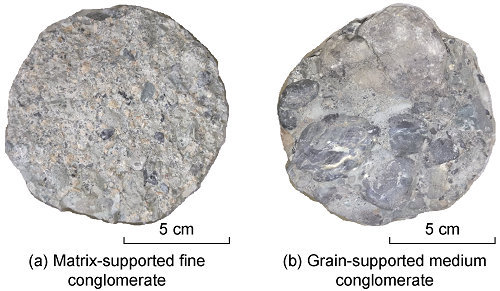
Fig. 1.
End-sections of conglomerate cores with different lithofacies.
Table 1 and Table 2 show the experimental data of tri-axial compression test (with the confining pressure of 30 MPa), tensile strength test and nano-indentation test for gravel and matrix of different conglomerates. It can be seen that there are few differences in the mechanical properties of different conglomerates (Table 1), but there are significant differences in the mechanical properties of gravel and matrix (Table 2). Gravel is characterized by high strength, high hardness, and serious fracture toughness[7], while the average elastic modulus, hardness and fracture toughness of matrix are much lower than those of gravel. The tortuous and bypassing- gravel fractures are mainly formed in the grain-supported conglomerate, which are more prone to fracturing due to the small content of cement between the gravels and relatively low cementing strength. However, it is easier to form relatively straight fractures in the matrix-supported conglomerate (Fig. 2).
Table 1 Test results of rock mechanical parameters of conglomerate with different lithofacies.
| Well name | Lithofacies | Elastic modulus/ GPa | Poisson's ratio | Tensile strength/ MPa |
|---|---|---|---|---|
| Mahu 1 | Matrix-supported fine conglomerate | 33.5 | 0.228 | 8.0 |
| Mahu 11 | Grain-supported medium conglomerate | 34.8 | 0.186 | 6.5 |
Table 2 Test results of rock mechanical parameters of matrix and gravel.
| Lithofacies | Elastic modulus/GPa | Hardness/ GPa | Fracture toughness/(MPa•m0.5) |
|---|---|---|---|
| Matrix | 1.60 | 0.04 | 0.07 |
| Gravel | 71.2 | 7.20 | 6.75 |
Fig. 2.
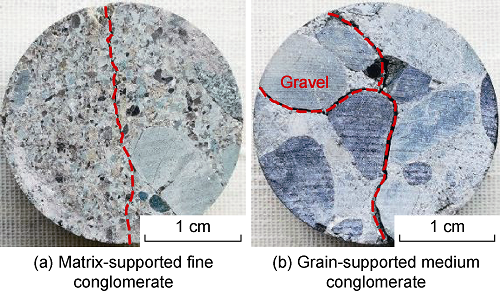
Fig. 2.
Failure geometry of conglomerate with different lithofacies after tensile strength tests.
1.2. Core samples preparation
The full-diameter downhole conglomerate cores of different lithofacies were cut into cuboid of 80 mm×80 mm×100 mm using the wire cutting instrument. A hole with a diameter of 15 mm and a depth of 53 mm was drilled vertically at the center of the square face. Then a steel pipe with an outer diameter of 12 mm and a length of 58 mm (taken as the simulated wellbore) was lowered to a position 5 mm from the bottom of the hole, and the wellbore was cemented with the high-strength epoxy resin glue[10].
1.3. Instruments and procedures
A small-scale true tri-axial hydraulic fracturing simulation device (Fig. 3) was used to carry out the sanding fracturing experiment. Based on the real in-situ stress in the reservoir and the performance of the experimental equipment, the horizontal stress difference, pumping rate, and sanding concentration were set to 12 MPa, 50 mL/min, and 15 g/100 mL respectively in the fracturing experiment.
Fig. 3.
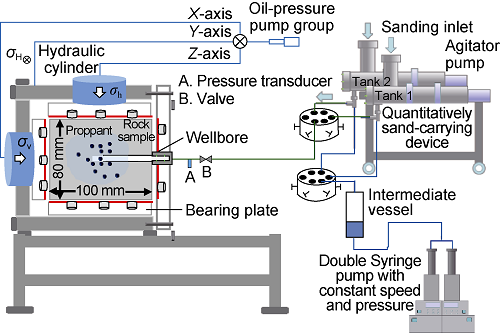
Fig. 3.
Schematic diagram of small-scale true tri-axial hydraulic fracturing device (modified from reference [18]).
The experimental procedure: (1) The core sample was first placed in the chamber. Then, the three-dimensional stresses were increased to the minimum horizontal principal stress (σh=5 MPa) through the hydraulic loading system, and the valve of the Z-axis hydraulic pipeline was closed. Following that, the stress was increased to the maximum horizontal principal stress (σH=17 MPa) and the valve of the Y-axis hydraulic pipeline was closed. Finally, the stress was increased to the vertical stress (σv=20 MPa), and the valve of the X-axis hydraulic pipeline was closed. Meanwhile, the magnitudes of the three-dimensional stresses were maintained by the hydraulic servo system. (2) Put 15 g quartz sand proppants (with the grain size of 0.075 mm (200 mesh)/0.048 mm (300 mesh), hereinafter referred to as "2030" proppant) into tank 1 of the quantitatively sand-carrying device, and put another 30 g quartz sand proppants (with the grain size of 0.212 mm (70 mesh)/0.106 mm (140 mesh), hereinafter referred to as "7014" proppant) into tank 2 of the quantitatively sand-carrying device. Then, turn on the agitator pump. The intermediate container was filled with the slick-water fracturing fluid (with a viscosity of about 10 mPa•s) mixed with tracer agent, and the fracturing fluid was injected into the wellbore at a constant rate using the constant-rate and constant- pressure syringe pump. The pressure transducer at the wellhead recorded the pressure variation during the fracturing process synchronously. After the fracturing pipeline and wellbore were full of fracturing fluid, and the wellhead pressure rose to about 5 MPa (less than the breakdown pressure), open the outlet valve of tank 1. The proppants were mixed with fracturing fluid and flowed into the fracturing pipeline. After adding sand for about 1 min, the outlet valve of tank 1 was closed, and the outlet valve of tank 2 was opened to pump proppants with different sizes. After the sample was fractured, the slurry was continuously injected until the pressure rose sharply. After that, the experiment was finished. The cumulative pumping volume of a single experiment was 300 mL. (3) CT scanning imaging, tracer agent distribution, and rock sample splitting were used to comprehensively analyze and identify the fracture geometry and proppant distribution on the surface and inside the sample.
2. Propped fracture conductivity test
2.1. Preparation for rock plate
The conductivity tests were carried out for matrix- supported fine conglomerate and grain-supported medium conglomerate, respectively. Flat rock plates and rough conglomerate rock plates with different lithofacies, were used in the experiment. Among these conductivity tests, the tests with flat rock plates were used to clarify the effect of the difference in gravel and matrix contents on the conductivity under different lithologies (without consideration of fracture surface roughness). In addition, rough rock plates of different lithofacies were used to analyze the influence of different fracture surface roughness of conglomerate tortuous fractures on the conductivity.
Rock plate preparation: (1) API flat rock plate, which was made under API standard, with a length of 17.7 cm, a width of 3.8 cm, and a thickness of 2 cm. The end of the flat plate was semicircular-shaped, as shown in Fig. 4. (2) 3D print rough rock plate. Firstly, a rock plate with a semicircular-shaped end, a length of 17.7 cm, a width of 3.8 cm, and a thickness of 6.0-7.0 cm was prepared. Subsequently, the rock plate was split into two pieces along the line at half of the thickness (taking the splitting fractures as fractures after fractured). The thickness of a single piece was 3.0-3.5 cm (Fig. 5). Then, a 3D print device was used to scan the surface roughness of any one of the two rock pieces, and the digital model of fracture surface morphology was reconstructed. Finally, the high strength resin material was used to print layer by layer to construct the 3D printing rock plate with rough surfaces, as shown in Fig. 5. In this study, the printing rock plates for matrix-supported fine conglomerate and grain-supported medium conglomerate were constructed, respectively. For the matrix-supported fine conglomerate, the asperity size on the fracture surface was averagely ±2 mm and the maximum asperity was about ±4 mm. For the grain-supported medium conglomerate, the average asperity size on the fracture surface was ±7 mm, and the maximum asperity was about ±15 mm.
Fig. 4.

Fig. 4.
API standard flat rock plates for different conglomerate lithofacies.
Fig. 5.
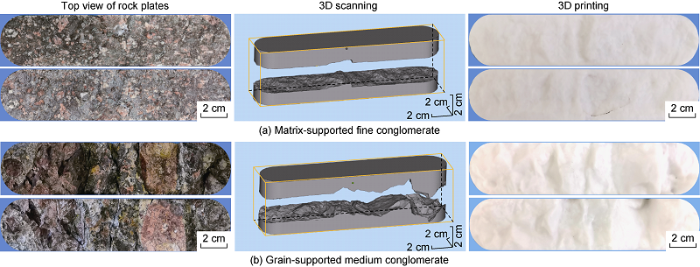
Fig. 5.
3D printing rock plates with rough surfaces of different conglomerate lithofacies for conductivity tests.
2.2. Experimental scheme and procedure
Considering different rock plates and different combinations of proppant types with sand concentrations, eight tests were designed in Table 3. FCES-100 conductivity instrument[16] was used to carry out the experiment, and the test procedure is as follows: (1) the rock plate was first put into the conductivity chamber, and a tiny amount of quartz sand proppants with the grain size of 0.85 mm (20 mesh)/0.425 mm (40 mesh) were dispersed between the two rock pieces to form a propped fracture with an initial width. (2) Choose proppants with the grain size of 0.425 mm (40 mesh)/0.212 mm (70 mesh) (hereinafter referred to as "4070" proppant) and "7014" quartz sand proppants. For each type of proppants, two sanding concentrations of 1 kg/m2 (6.45 g with API standard) and 5 kg/m2 (32.25 g with API standard) were considered. Using KCL solution with mass fraction of 2%, quantitatively sand-carrying device and constant-speed and constant-pressure syringe pump, the API standard amounts of proppants under the corresponding sanding concentration were pumped into the propped fracture at a rate of 50 mL/min, so as to transport and place proppants. (3) The closure stress was imposed on the conductivity chamber, and KCL solution with mass fraction of 2% was pumped at a flowing rate of 2-5 mL/min to commence the test. The experimental closure stress increased by a step of 10 MPa from 20 MPa, and gradually increased to 60 MPa. On each pressure point, the test maintained for 24 h. Compared with the conductivity of the steel plates fracture, the variation law of conductivity in the fracture between flat rock plates and rough rock plates was analyzed for different conglomerate lithofacies in this paper.
Table 3 Fracture conductivity test scheme.
| No. | Lithofacies type | Rock plate type | Proppant type | Average sanding concentration/(kg•m-2) |
|---|---|---|---|---|
| 1 | Steel plate | flat plate | 4070 | 5 |
| 2 | Matrix-supported fine conglomerate | API flat plate | 4070 | 5 |
| 3 | Grain-supported medium conglomerate | API flat plate | 4070 | 5 |
| 4 | Matrix-supported fine conglomerate | 3D print rough plate | 4070 | 5 |
| 5 | Grain-supported medium conglomerate | 3D print rough plate | 4070 | 5 |
| 6 | Grain-supported medium conglomerate | 3D print rough plate | 4070 | 1 |
| 7 | Grain-supported medium conglomerate | 3D print rough plate | 7014 | 1 |
| 8 | Grain-supported medium conglomerate | 3D print rough plate | 7014 | 5 |
3. Results and analysis
3.1. Characteristics of sanding fracturing of conglomerate with different lithofacies
3.1.1. Fracture geometry and proppant placement of conglomerate fracturing
Fig. 6 shows the hydraulic fracture morphology in matrix-supported fine conglomerate. A two-wing fracture (fracture 1 and fracture 2) formed along the direction of the maximum horizontal principal stress after fracturing, and a certain deflection occurred where the hydraulic fracture partially met with gravel (Fig. 6a). Fracture 1, with an average width of 100-120 μm, was flat as a whole, featured with a relatively larger fracture width near the wellbore and a narrower one far away from the wellbore (Fig. 6b). The larger “7014” proppants mainly settled near the entry of the fracture and at the bottom of the well. The smaller “2030” proppants, however, could deposit near the entry of the fracture and in the middle of the fracture in multilayers, gradually developing into a single-layered or intermittent placement at the far end of the well. The proppant placement distance accounted for about 70% of length of fracture 1 (Fig. 6c). Fracture 2 was similar to fracture 1 in general. But compared with fracture 1, fracture 2 was slightly wider on average and proppant migration in it was further away, accounting for about 90% of the fracture length (Fig. 6d, 6e). At the end of fracture 2, there was a narrow branch around gravel, less than 70 μm in width and without proppants filled (Fig. 6e).
Fig. 6.
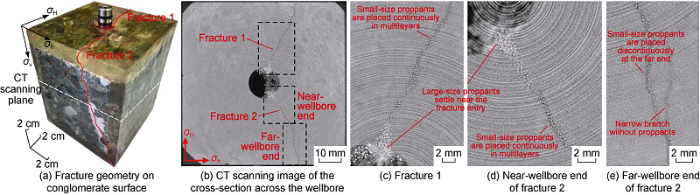
Fig. 6.
Hydraulic fracture geometry of matrix-supported fine conglomerate and CT scanning images of proppant horizontal placement.
Fig. 7 shows the geometry of hydraulic fractures in grain-supported medium conglomerate, which mainly consisted of a two-wing fracture (fractures 1 and 2) along the direction of the maximum horizontal principal stress and a single-wing fracture (fracture 3) along the direction of the minimum horizontal principal stress. The hydraulic fractures locally deflected significantly when they met with large gravels (Fig. 7a). CT scanning images show that the fractures within the sample were very tortuous and varied in width, with an average fracture width of less than 50 μm (Fig. 7b). Fracture 1 initiated along the gravel interface, extended along the minimum horizontal principal stress direction in the beginning, and gradually redirected to the maximum horizontal principal stress direction. Larger-size proppants completely piled up at the entry of the fracture and well bottom, while the smaller-size proppants can deposit in multilayers near the wellbore and in discontinuous form where "braided" fracture band occurred around the gravel. Proppant placement distance was less than 30% (Fig. 7c). Compared with fracture 1, fracture 2 was more tortuous. There existed intermittent multi-branched fractures which bypassed gravels and extended near the wellbore. Proppant transport ended there, with the proppant placement distance less than 30% of the facture length. Fracture 3, which initiated insufficiently, was extremely narrow in width and no proppant was observed inside. Compared with those in matrix-supported fine conglomerate, the hydraulic fractures in grain-supported medium conglomerate were rougher and more tortuous, the overall width was narrower, with shorter proppant placement distance and less placement layers.
Fig. 7.
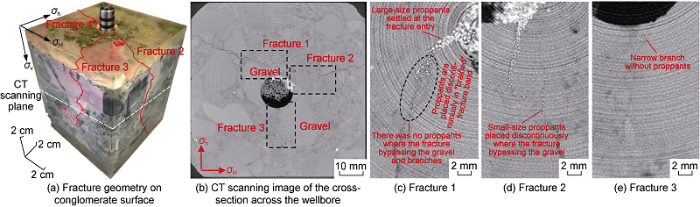
Fig. 7.
Hydraulic fracture geometry of grain-supported medium conglomerate and CT scanning images of proppant horizontal placement.
3.1.2. Characteristics of fracturing curve in conglomerate
During the process of sanding fracturing, the pressure response characteristics of the two types of conglomerates were quite different. The breakdown pressure of matrix-supported fine conglomerate was about 11.1 MPa (Fig. 8). The fracturing period of 30-93 s was the "2030" proppants injection stage, and was also the main fracture extension stage. The pressure fluctuated greatly during this period, which was mainly caused by proppant transport and settlement in the fracture. The period of 93-275 s was the injection stage of "7014" proppants, during which the overall pressure was higher than the breakdown pressure and presented a steady rising trend. A peak pressure of 14.7 MPa was reached at the end of the proppant pumping (275 s), followed by a rapid decrease in pressure. When the pump was stopped at 300 s, the pressure drop rate was about 0.37 MPa/s.
Fig. 8.
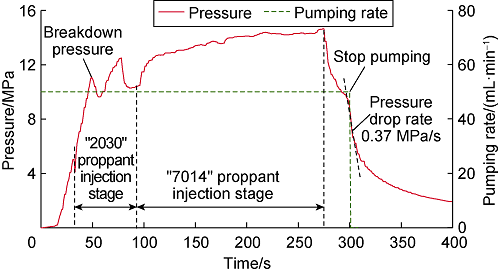
Fig. 8.
Relationship of pressure and time during the fracturing of matrix-supported fine conglomerate.
The breakdown pressure of grain-supported medium conglomerate was about 14.1 MPa and the period of 45-104 s was the "2030" proppant injection stage (Fig. 9). During pumping "7014" proppants, sand blockage occurred at 220 s, causing a rapid pressure increase to 15.7 MPa. The pumping rate was then reduced to 40 mL/min and was kept constant until 255 s, during which the pressure fluctuated slightly without rapid rise. The pumping rate was again increased to 50 mL/min, and the injection continued until 300 s and the pressure was stable during the rate rebuilt. Then, the pumping was stopped, and the pressure decreased slowly with a rate of about 0.082 MPa/s, which was far less than the instantaneous pressure drop rate at pump-stopping of the matrix-supported fine conglomerate. According to Fig. 7, during the sand blockage stage (220-255 s), the bottom hole pressure was higher, and the width of fractures 1 and 2 became larger, resulting in a very small amount of "7014" proppants entering the fractures. Due to the extremely tortuous fractures of the grain-supported conglomerate, the fracture width around the gravel decreased significantly, which hindered proppant migration and caused larger pressure fluctuation during proppant pumping.
Fig. 9.
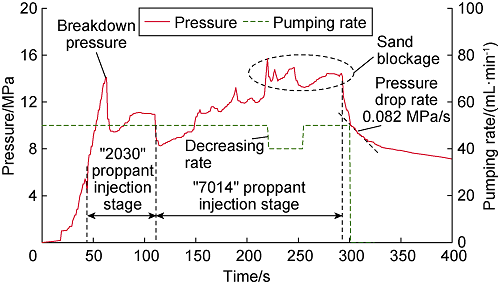
Fig. 9.
Relationship of pressure and time during the fracturing of grain-supported medium conglomerate.
3.2. Conductivity of conglomerates of different lithofacies
3.2.1. Conductivity of flat rock plates
Fig. 10 shows that the fracture conductivity test results for proppant packing within steel plates, matrix-supported fine conglomerate plates, and grain-supported medium conglomerate plates (experimental schemes 1 to 3). As a whole, the fracture conductivity of steel plates was the highest, followed by that of grain-support medium conglomerate and matrix-supported fine conglomerate. Under low closure stress of 20 MPa, the conductivity of the two kinds of conglomerate plates and steel plates were close to each other. With increasing the closure stress from 20 MPa to 40 MPa and 60 MPa, the fracture conductivity of steel plates decreased by 65% and 15.5%, respectively, while the fracture conductivity of conglomerate decreased more sharply due to the low hardness of conglomerate matrix cement, causing larger embedment of proppants with increasing closure stress. In addition, the removal of argillaceous particles from fracture surface and the migration of proppants crushed blocked the pore throat of the proppant pack. As matrix-supported fine conglomerate had more matrix cement, its conductivity is more sensitive to the increase of closure stress, which has the lowest conductivity.
Fig. 10.
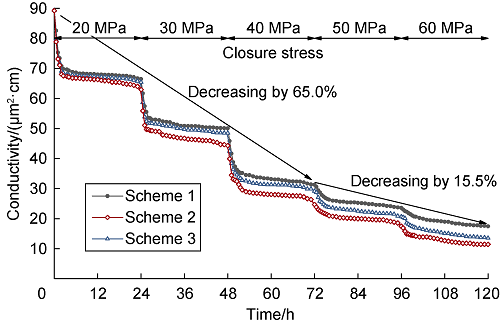
Fig. 10.
Fracture conductivity variation curves for experimental schemes 1 to 3.
3.2.2. Conductivity of rough fractures in 3D printing rock plates
Compared with proppant packing confined in the steel plates, proppant packing placed between the 3D printing rough fracture surfaces was more unstable, leading to the conductivity decreasing rapidly with the increase of closure stress (Fig. 11). Under low closure stress of 20 MPa, the conductivity of rough fractures was higher than that of steel plates. However, when the closure stress was higher than 30 MPa, the conductivity of rough fractures was lower than that of steel plates, while the fracture conductivity of matrix-supported fine conglomerate was higher than that of grain-supported medium conglomerate. When increasing the closure stress from 20 MPa to 30 MPa, the fracture conductivity of grain-supported medium conglomerate decreased significantly, with a decreasing level of 40.9%. However, when the closure stress increased from 30 MPa to 40 MPa, the fracture conductivity of matrix-supported fine conglomerate decreased by 32.7%. When the closure stress increased to 60 MPa, the fracture widths of both matrix-supported fine conglomerate and grain-supported medium conglomerate decreased greatly, resulting in a decrease in conductivity of 88% and 92%, respectively, compared with that at a low closure stress of 20 MPa.
Fig. 11.
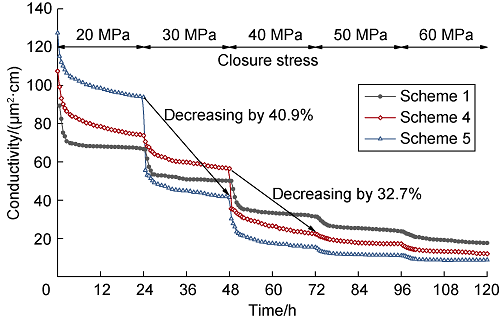
Fig. 11.
Fracture conductivity variation curves for experimenal schemes 1, 4 and 5.
When the closure stress was higher than 30 MPa, the fracture conductivity of grain-supported lithofacies plates with flat surfaces was higher than that of matrix-supported lithofacies plates with flat surfaces, while the conductivity variation trend of rough surface plates was opposite. As the hardness of the gravel was larger than that of the matrix, the proppants mainly embedded into the matrix and crushed on the gravel surface[17]. For flat rock plates, gravel content in grain-supported lithofacies was relatively higher, and the proppants were mainly placed on the gravel surface, so the embedding was less and the conductivity in the fracture was higher. However, in matrix-supported lithofacies, due to the high matrix content, the proppant embedment phenomenon was prevalent, which led to a smaller fracture width and a lower conductivity. Therefore, the content and distribution of gravel dominate the variation of fracture conductivity of flat rock plates. For rough rock plates, proppants were placed in the fractures by pumping. According to the experimental results of sanding fracturing, the proppant placement in the conglomerate fractures was not uniform, with more proppants placed near the fracture entry and less near the outlet. Under low closure stress, the embedment and crushing of a small amount of proppants were observed, and the width of the proppant pack at the inlet of the rough fracture was larger than that of the steel plates, which contributed to the higher conductivity in the rough fractures. With the increase of closure stress, the proppant pack was significantly compressed, and locally severe proppant crushing and uneven placement led to a significant width decrease and an unstable structure in rough fracture outlet. Thus, the conductivity in the rough fractures decreased rapidly. The fracture conductivity of grain-supported medium conglomerate was lower than that of matrix-supported fine conglomerate because of the more uneven proppant distribution in grain-supported medium conglomerate. Comparing the conductivity curves of schemes 2 and 3 (Fig. 10) with those of schemes 4 and 5 (Fig. 11), it can be seen that the fracture conductivity of the rough conglomerate plates was lower than that of the flat conglomerate plates under the high closure stress of 40-60 MPa, indicating that the uneven proppant distribution caused by the rough fracture surface will further reduce the fracture conductivity.
Fig. 12 shows that the conductivity test results of schemes 5 to 8. The conductivity of "4070" proppants was slightly higher than that of "7014" proppants under the closure stress of 20 MPa and with a sanding concentration of 1 kg/m2 (schemes 6 and 7). When the sanding concentration is increased to 5 kg/m2 (schemes 5 and 8), the conductivity of "4070" proppants was significantly higher than that of "7014" proppants. In this case, the impact of uneven proppant distribution on conductivity in rough fractures is relatively small, the conductivity requirement can be met by increasing the concentration of proppant placement.
Fig. 12.
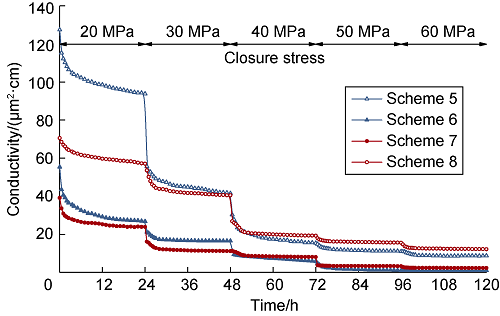
Fig. 12.
Fracture conductivity variation curves for experimental schemes 5 to 8.
When the sanding concentration was 5 kg/m2 and the closure stress rose to about 30 MPa, the conductivity of "4070" proppants (Scheme 5) decreased dramatically and gradually approached that of "7014" proppants (Scheme 8). This was mainly because the larger-size "4070" proppants mostly piled up at the entry of rough fractures and were unevenly placed. This indicated that the distribution of proppants has a great influence on conductivity. The larger the size of the proppants and the more uneven the distribution of proppants were in the rough fracture, the lower the conductivity of the fracture was.
When the closure stress was above 30 MPa, with the sanding concentration kept constant, the conductivity of "7014" proppants was higher than that of "4070" proppants, which was mainly due to the limited amount of "4070" proppants migrated into rough fractures and poor uniformity of placement. By contrast, "7014" proppants can enter local torturous fractures with better placement effect. Therefore, under high closure stress, while ensuring high sand concentration, it is advisable to use small-size proppants to ensure even sand distribution in rough fractures.
4. Application example
The target layer of Well MH-X1 and Well MH-X2 in Mahu sag is the Permian Upper Wuerhe Formation. The formation pressure coefficient is 1.178-1.687, and the closure stress is about 63.2-66.4 MPa. Multi-cluster staged fracturing technology was used in horizontal wells. Six perforation clusters were placed in each stage, and slick-water fracturing fluid and quartz sand proppants were used in treatments. The maximum pumping rate was 10 m3/min. The main difference in the engineering parameters between the two wells were the proppant size and the sand-adding method in the main fracturing stage, as shown in Table 4.
Table 4 Engineering parameters of Well MH-X1 and Well MH-X2.
| Well name | Reservoir depth/m | Proppant type | Sanding intensity/(m3•m-1) | Sanding method | Average daily oil production/t |
|---|---|---|---|---|---|
| MH-X1 | 3483-3550 | 4070 | 1.40 | Sanding continuously | 16.5 |
| MH-X2 | 3330-3400 | 7014 | 1.75 | Sanding with slugs | 20.6 |
The fracturing curves in Fig. 13 show that the pressures of the two wells were high at the pad stage, which was characterized by a rapid increase in pressure, accompanied by a small increase in pumping rate, indicating that the near-wellbore fractures were narrow and tortuous. In well MH-X1, four slugs were applied to erode the near-wellbore fracture to reduce the treatment pressure before continuously sanding. Following that, the rate was increased and proppants were injected continuously, during which the treating pressure tended to decrease. For Well MH-X2, the sand was injected with slugs. After the first two slugs eroding the near wellbore fractures, the treating pressure kept stable while increasing the pumping rate, and the pressure in the subsequent main sanding stage tended to reduce slowly, accompanied by local fluctuations with small amplitudes.
Fig. 13.
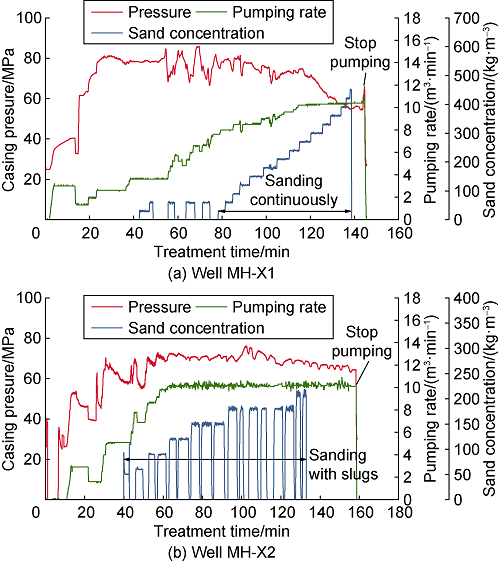
Fig. 13.
Fracturing curves in a single stage for the example wells.
Well MH-X1 has been produced for 160 d, with the maximum daily oil production of 30 t and the average daily oil production of 16.5 t, which is decreasing. Well MH-X2 has been produced for 444 d, with the maximum daily oil production of 59.2 t and the average daily oil production of 20.6 t, indicating a steady production. The overall geometry of the hydraulic fractures formed in the target layer for the two wells is simple, but the reservoir lithofacies belongs to the grain-supported medium conglomerate with locally tortuous fracture and relatively high closure stress. In Well MH-X2, fine proppants were used, with a high concentration, which was favorable for proppant transport far away from the well and local filling of narrow branches. It is also helpful to increase the fracture conductivity and production.
5. Conclusions
The hydraulic fracture is typically straight for the matrix-supported fine conglomerate, occasionally with a high-level tortuosity once encountering large gravels at local scales. It is favorable for proppants to transport in the relatively straight fracture, and the proppant transport distance can reach roughly 70%-90% of the fracture length. By the contrast, for the grain-supported medium conglomerate, the hydraulic fractures tend to bypass the gravel, resulting in a tortuous growing path and frequently-changed width. It is hard for proppants to transport in complex and tortuous fractures, and the proppant transport distance is less than 30% of the fracture length.
For the matrix-supported fine conglomerate, there exists serious proppant embedment into the fracture surface due to the matrix of a high content and low hardness. For the grain-supported medium conglomerate, the quartz sand was crushed obviously due to the gravel with high content and high hardness. Under a high proppant concentration (5 kg/m2), by increasing closure stress (above 60 MPa), the resulting fracture widths for the matrix-supported fine conglomerate and grain-supported medium conglomerate decrease dramatically, with the conductivity reducing by 88% and 92%, respectively, compared with the case under a low closure stress of 20 MPa.
The field test demonstrates that under a high closure stress above 60 MPa, using a high proportion of fine proppants with a high concentration, it is favorable for the increase of the proppant transport distance, meanwhile promoting a uniform proppant distribution in the rough fracture, consequently leading to a higher fracture conductivity and an improved well performance.
Nomenclature
X, Y, Z—cartesian coordinate system, m;
σh—minimum horizontal principal stress, MPa;
σH—maximum horizontal principal stress, MPa;
σv—vertical stress, MPa;
pb—breakdown pressure, MPa.
Reference
Significant progress of continental petroleum geology theory in basins of Central and Western China
Overpressure origin and its effects on petroleum accumulation in the conglomerate oil province in Mahu Sag, Junggar Basin, NW China
Theoretical understandings, key technologies and practices of tight conglomerate oilfield efficient development: A case study of the Mahu oilfield, Junggar Basin, NW China
A novel approach of tight oil reservoirs stimulation based on fracture controlling optimization and design
Conglomerate lithofacies and origin models of fan deltas of Baikouquan Formation in Mahu sag, Junggar basin
Origin and depositional characteristics of supported conglomerates
Rock mechanical characteristics and fracture propagation mechanism of sandy conglomerate reservoirs in Baikouquan formation of Mahu sag
Numerical simulation of propagation of hydraulic fractures in glutenite formation
Experimental investigation of the effects of heterogeneity and geostress difference on the 3D growth and distribution of hydrofracturing cracks in unconventional reservoir rocks
DOI:10.1016/j.jngse.2016.08.071 URL [Cited within: 1]
Experimental study on the propagation mechanism of hydraulic fracture in glutenite formations
The mechanics of sand movement in fracturing
DOI:10.2118/1108-G URL [Cited within: 1]
Bi-power law correlations for sediment transport in pressure driven channel flows
DOI:10.1016/S0301-9322(02)00152-0 URL [Cited within: 1]
Laboratory results of proppant transport in complex fracture systems
Proppant transport study in fractures with intersections
DOI:10.1016/j.fuel.2016.04.144 URL [Cited within: 1]
Quantitative and visual analysis of proppant transport in rough fractures
DOI:10.1016/j.jngse.2016.06.040 URL [Cited within: 1]
Assessment on the effectiveness of propped fracture in the fracturing of shale gas reservoirs
Physical modelling of artificial fracture conductivity of glutenite
Experimental study on the growth behavior of supercritical CO2-induced fractures in a layered tight sandstone formation
DOI:10.1016/j.jngse.2017.11.005 URL [Cited within: 2]
The 3D-printing technology of geological models using rock-like materials
DOI:10.1007/s00603-018-1703-y URL [Cited within: 1]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}