

Introduction
High temperature and high pressure oil and gas reservoirs are widely distributed in the East China Sea, the South China Sea, Tarim Basin, NW China, etc. [1-2] where the formation temperatures are 160-210 °C and the pressure coefficient is 1.5-2.1, which makes the completion of oil and gas wells face severe challenges. Among them, the technology of solid-free completion fluid with low corrosion and high density is lacking. Completion fluid can balance formation pressure, protect reservoir, clean borehole, and control filtration and leakage [3-4] in the completion process. Clean and solid-free brine completion fluid is widely used in many oil fields all over the world because of its advantages such as adjustable density, environmentally friendly, low reservoir damage, and no water lock effect [5-6]. However, in deep and ultra-deep wells in China, the commonly used brine completion fluids (i.e., NaCl, KCl, CaCl2, Ca(NO3)2) can no longer meet the needs of actual working conditions [7-8]. In addition, high-density bromine and formate completion fluids are corrosive, easy to crystallize, and expensive [9⇓-11]. Jia et al. [3] developed a phosphate completion fluid with a maximum density of 1.815 g/cm3, which can be applied at 180 °C. The phosphate completion fluid has high density, low cost, low toxicity, low reservoir damage and good formation compatibility, and can work in high-temperature and high-pressure oil reservoirs. However, its corrosion mechanism on oil casing at high temperature remains unclear. The effective corrosion control method has not yet been developed.
With high salinity and electric conductivity, clean brine completion fluid is prone to corrode downhole casing, packer and other equipment) in high temperature environment [12-13]. Researches show that the corrosion degree of downhole equipment is related to working temperature and working medium [14-15]. Huang et al. [16] studied the corrosion behavior of P110 steel in high temperature CaCl2 completion fluid (with density of 1.3 g/cm3), and proved that the increase of temperature led to the increase of corrosion rate. In addition, it’s believed that the microscopic galvanic effect between the covered and uncovered regions by corrosion products accelerated the local corrosion and induced local corrosion pits. Liu et al. [17] studied the corrosion behavior of KBr brine (pH=7.14, density of 1.4 g/cm3) on 13Cr stainless steel under experimental conditions of 150 °C and 3 MPa, and found a passivation area near corroded pits that could slow down the corrosion. Liu et al. [9] studied the pitting behavior of 13Cr stainless steel in bromine completion fluid at 150 °C, and concluded that Br− was the main component filling the pits at the initial stage of pitting growth, and Br− participated in the breakdown of passivation film and the expansion of pits. Therefore, the more halogen ions contained in solid-free brine completion fluid, the greater the damage to the passivation film; the higher the operating temperature, the weaker the adsorption capacity of corrosion inhibitor molecules; the looser the precipitation film, the more difficult it is to isolate metal from the corrosive medium, and the stronger the corrosion of the solid-free brine completion fluid.
At present, according to the characteristics of the precipitation film on metal surface, corrosion inhibitors used in high-density brine completion fluid can be divided into adsorption-type, oxidation-type (passivation-type) and precipitation-type corrosion inhibitors [18-19]. Adsorption corrosion inhibitors include imidazolines [20-21], Mannich bases [22], carboxylic acids [23] etc., whose molecules can adsorb onto metal surface under the adsorption effects of long pair electrons in the molecules and the outer space orbit of the metal, to inhibit corrosion by reducing the charge exchange in electrochemical reaction [24]. But this kind of corrosion inhibitors is not widely applied in deep and ultra-deep wells because they are easy to decompose at high temperature, and easy to desorb from the metal surface. Oxidation-type corrosion inhibitors [25] can oxidize metal surface and generate a dense passivation film to inhibit corrosion [26]. For example, a dense titanium oxide film covered on the surface of titanium alloy protects it from corrosion [27]. Precipitation-type corrosion inhibitors combine with metal cations to form an insoluble precipitation film on the metal surface, which isolates the metal from completion fluid to inhibit corrosion. Dong et al. [28] used low-mass-fraction NO3− (1%) to oxidize Fe2+ into Fe3+ in corrosion pits, which created iron oxide and hydroxide deposits at the bottom of the pits to inhibit steel corrosion. However, higher mass fraction of NO3− (10%) may destroy the protective film and weaken the corrosion inhibition effect. Jia et al. [29] proved that the mixed system of water-absorbing flexible KA01 and polyethyleneimine at 180 °C inhibited phosphate completion fluid to corrode P110 steel by obstructing free ion conduction and electrochemical reaction by absorbing free water. However, the protective film could not completely block the transfer of corrosive ions, so that the corrosion inhibition effect of phosphate completion fluid is limited at high temperature.
This paper studies the corrosion behavior of high- density phosphate completion fluid on P110 steel and the corrosion inhibition performance of imidazoline corrosion inhibitor at 170 °C. The microscopic morphology of the protective film on the surface of P110 steel is visually presented by scanning electron microscopy, and the film phase of corrosion products is characterized by X-ray energy spectrometer and X-ray diffraction instrument to reveal the corrosion mechanism. In view of the defects of apsorption-type corrosion inhibitors that are easy to decompose and desorb [30] at high temperature, the passivation film that is easy to be destroyed by halogen ions [9], and the porous precipitation film with loose structures [16], a film transform corrosion inhibition method is proposed based on the high temperature hydrolysis of phosphate completion fluid and the chemical characteristics of metal complexation, and an efficient film-forming agent is selected to construct a transformed film with high temperature resistance, no pore and dense structure on the metal surface, and its corrosion inhibition effect is verified and the inhibition mechanism is analyzed.
1. Experiment
1.1. Experimental equipment and materials
Main instruments and equipment for corrosion experiment include a LHG-3 high temperature and high pressure aging kettle (North-South Instrument Co., Ltd.), with the size of 10 cm× 10 cm× 25 cm and a capacity of 500 mL; a DHG-9240A electric thermostatic air drying oven (Chengdu Shengjie Technology Co., Ltd.); a JJ-1 precision force increasing agitator (Jiangsu Dongpeng Instrument Manufacturing Co., Ltd.); a JJ324BC electronic balance; and a high-precision electronic digital display meter caliper (Deli Group Co., Ltd.). Analysis and characterization instruments include a Quanta 450 environmental scanning electron microscope (FEI Company) with an X-ray energy spectrometer (SEM/EDS), and an X'pert PRO MPD X-ray diffractometer (Panaco, Netherlands).
The adsorption inhibitor used in the experiment is water-soluble cationic imidazoline inhibitor, purchased from Shanghai Yantian Biological Technology Co., Ltd. Potassium pyrophosphate (K4P2O7), as well as the film- forming agent copper salt (Cu2+), zinc salt (Zn2+), calcium salt (Ca2+), manganese salt (Mn2+) are purchased from Chengdu Cologne Chemical Co., Ltd., with AR in purity. Anhydrous ethanol is purchased from Chengdu Cologne Chemical Co., Ltd., with a purity of 99.7%. The deionized water is homemade in the lab. The corrosion test specimens (referred to as the test specimen), 50 mm× 25 mm×2 mm, are made of P110 steel for tubing and casing, whose chemical composition (Table 1 ) meets the requirements of API Spec 5CT. Phosphate completion fluid with density of (1.800 ± 0.005) g/cm3 and pH of 12.0 is prepared by dissolving potassium pyrophosphate in clear water before the experiment. The experimental scheme includes a blank group with phosphate completion fluid as corrosive medium, a corrosion inhibitor group with phosphate completion fluid and imidazoline corrosion inhibitor, and film-forming agent group with phosphate completion fluid and film-forming agent.
Table 1. Chemical composition of P110 steel |
| Element | Mass fraction/% | Element | Mass fraction/% |
|---|---|---|---|
| C | 0.300 0 | Mn | 0.430 0 |
| P | 0.006 0 | Cu | 0.051 0 |
| Si | 0.380 0 | Mo | 0.890 0 |
| S | 0.001 5 | Ni | 0.046 0 |
| Cr | 0.540 0 | Fe | 97.355 5 |
1.2. Method and procedures
(1) Preparation of experiment: Use deionized water and anhydrous ethanol to remove the protective grease on the surface of the test specimen, dry it at room temperature, use a vernier caliper to accurately measure its length, width and height, and then weigh it (accurate to 0.000 1 g), and finally prepare corrosion media according to different experimental schemes. Note that the corrosion inhibitor and the film-forming agent need to be dissolved into 10 mL of clear water, and then mixed with 300 mL phosphate completion fluid for 10 min. In order to study the corrosion mechanism of phosphate completion fluid and compare the experimental effects of the corrosion inhibitor group and the film-forming agent group, a blank group is designed. The inhibition effect of adsorption- type corrosion inhibitor was studied by the corrosion inhibitor group, and imidazoline corrosion inhibitor with mass fractions of 0.15%, 0.50% and 1.00% was prepared. The film-forming agents of 0.1% Cu2+ and 0.5% Zn2+, Ca2+ and Mn2+ were prepared to screen out the efficient film-forming agent. Zn2+ film-forming agents with mass fraction of 0.10%, 0.25%, 0.50%, 1.00% and 5.00% were prepared respectively, and their inhibition effect and mechanism were studied. The inhibition effect and mechanism of Cu2+ film-forming agents with mass fractions of 0.010%, 0.025%, 0.050% and 0.100% were studied. 0.050% Cu2+ film-forming agent was mixed with 0.100%, 0.250% and 0.500% Zn2+ film-forming agents, respectively, and their inhibition effect and mechanism were studied. In order to compare the states of the corrosive medium before and after corrosion, the corrosive medium was photographed and recorded after prepared.
(2) Corrosion experiment: The static weight loss method is used to study the corrosion behavior. Hang the corrosion test specimen into the high-temperature and high-pressure aging kettle, inject 300 mL of the prepared corrosive medium into the aging kettle for each experimental group. Seal the kettle, and place it in an electric thermostatic air blast drying oven, and keep it at 170 °C for 72 h.
(3) Calculation of corrosion rate and corrosion inhibition efficiency: After the experiment, take out the corrosion test specimen, first remove the loose corrosion products on the surface with deionized water and a fine brush, and then soak the test specimen in pickling solution (15% HCl+1% imidazoline corrosion inhibitor + deionized water) for 5 min to wash off the precipitation film formed by insoluble salt on the surface of the test specimen. After soaked in the pickling solution for 5 min, an uncorroded steel specimen may lose 0.003 04% of the total weight, so the corrosion rate error caused by pickling can be ignored. After the completion of the experiment, the test specimen is washed, dried, weighed and stored in a sealed bag. The corrosion rate and corrosion inhibition efficiency of the test specimen were calculated according to Eqs. (1) and (2). After the experiment, 50 mL corrosive medium was taken from each experimental group and placed in a vial for 24 h.
(4) Characterization of test specimens: Wash and dry the test specimens of each experimental group before and after corrosion, and place them in a X-ray diffractometer to obtain their diffraction patterns. Then MDI Jade 6.5 software is used to process the diffraction data and analyze the phase on the test specimens. After spraying gold, place the test specimens into a scanning electron microscope to observe the surface morphology, and the elements on the surface of the test specimens are detected by the X-ray energy spectrometer attached to the scanning electron microscope.
2. Corrosion of phosphate completion fluid
2.1. Film composition of corrosion products
In order to determine the corrosion mechanism of phosphate completion fluid on the test specimens, the surface morphology of the test specimens was observed in the scanning electron microscope (SEM) before and after corrosion, and the elemental composition of the corrosion product crystals was analyzed by the X-ray energy dispersive spectrometer (EDS). The surface of the test specimen for the blank group has a regular metal texture before corrosion, with no adhesion on it (Fig. 1a ). After corrosion, the surface is uneven and with crystal and amorphous deposits (Fig. 1b ). The amorphous deposits are uneven on the surface of the test specimen, and there are micropores with a maximum diameter of 4.6 μm at the edge of the pits. EDS analysis results show that the main components of the corrosion products are C, O, P, K and Fe (Fig. 1c ), and their mass fractions are 9.23%, 24.34%, 14.83%, 17.51% and 34.09%, respectively.
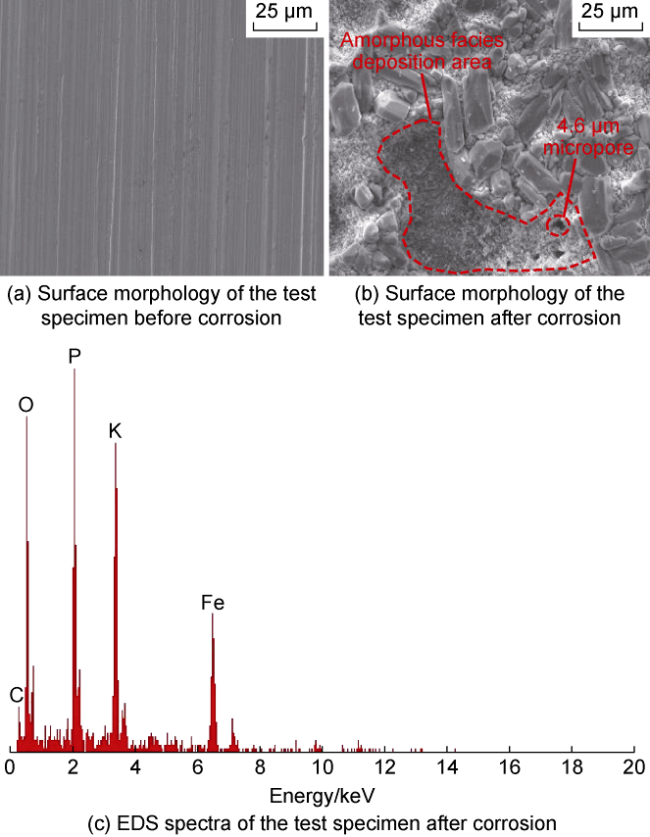
Fig. 1. SEM images and EDS spectra of the test specimen before and after corrosion in the blank group. |
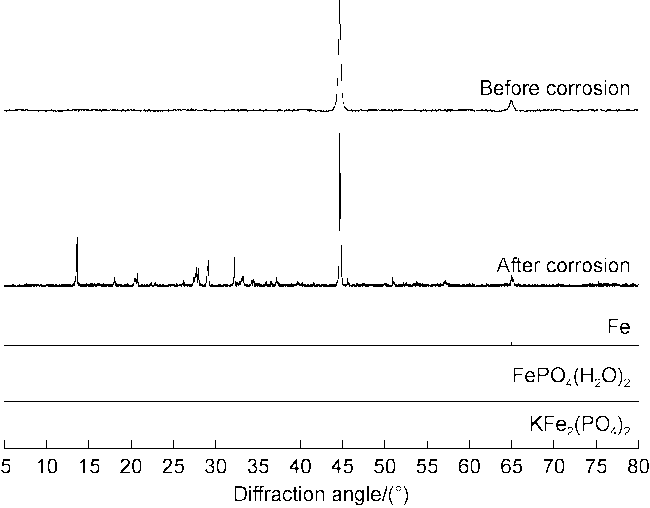
Fig. 2. XRD patterns of the test specimen surface before and after corrosion in the blank group. |
2.2. Corrosion mechanism of phosphate completion fluid
High-density alkaline phosphate completion fluid corrodes the test specimen by high-temperature water vapor and its hydrolysate. Based on the SEM, EDS and XRD results, the corrosion process can be divided into the following steps.
(1) Phosphate completion fluid is hydrolyzed at high temperature to form K2HPO4 [27], which is more corrosive:
K4P2O7+H2O → 2K2HPO4
(2) Meanwhile, at 170 °C, water in the phosphate completion fluid is transformed into water vapor and reacts with Fe [31]:
3Fe+4H2O → Fe3O4+4H2
(3) Fe3O4 produced in the corrosion process is attached to the surface of the test specimen, and its crystal nucleus interacts with K2HPO4 to generate FePO4(H2O)2 and KFe2(PO4)2 (Eq. (5)). As the corrosion continues, KFe2(PO4)2 crystal nuclei gradually grow to form crystals, and then a large number of crystals are tightly stacked to form a corrosion product film.
(4) The reaction process of Fe and water vapor is short, so that a large amount of uncorroded fine iron filings deposit in the precipitation film with phosphate crystals, making the corrosion continue in the precipitation film, and H2 generated during the process destroy the precipitation film constantly, and make its structure loose and porous, weakening the protection of the test specimen.
Based on the mass fraction ratio and atomic mass ratio of P to O in the EDS energy spectra, their molar ratio is near 1 to 4, which proves that P and O elements exist in the form of PO43− in the crystal. Similarly, the molar ratio of Fe to P is close to 1 to 1, which indirectly proves that the corrosion reaction is consistent with Eq. (5).
2Fe3O4+16K2HPO4→2FePO4(H2O)2+ 2KFe2(PO4)2+10K3PO4+4H2O
3. Selection of film-forming agent and film transformation mechanism
3.1. Imidazoline corrosion inhibitor
The corrosion inhibition effect of high-temperature cationic imidazoline corrosion inhibitor on the test specimen is shown in Fig. 3 . After 72 h of corrosion, the corrosion rate in the blank group is 4.02 mm/a. When the mass fraction of the corrosion inhibitor increased from 0.15% to 1.00%, the corrosion rate decreased from 3.85 mm/a to 3.41 mm/a, and the corrosion inhibition efficiency increased from 4.23% to 15.15%. The corrosion is still severe. The density of the phosphate completion fluid used in the experiment is 1.800 g/cm3, which is close to its limiting density of 1.813 g /cm3. 1.00% corrosion inhibitor cannot be completely dissolved into the phosphate completion fluid, and it is difficult to improve its corrosion inhibition effect on the test specimen by increasing the mass fraction of the corrosion inhibitor. By comparing the SEM image of the surface of the test specimen in the blank group with that in the inhibitor group (Fig. 4 ), it’s found that a corrosion product film formed by crystal precipitates appeared on the surface of the test specimen in the blank group, but not on the surface of the test specimen in the inhibitor group. To sum up, imidazoline corrosion inhibitor has a slight inhibition effect on the corrosion of phosphate completion fluid. In addition, according to the SEM characterization result after corrosion, it can be concluded that the imidazoline corrosion inhibitor adsorbed onto the surface of the test specimen inhibited electrochemical corrosion on the one hand, and on the other hand inhibited the deposition of insoluble salt on the surface of the test specimen, resulting in difficult crystal growth on the surface of the test specimen and hindering the construction of precipitation film. As a result, the corrosion process is less effectively prevented.
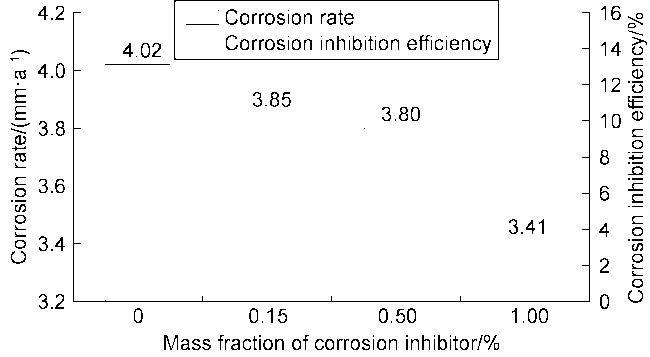
Fig. 3. Corrosion inhibition effect of imidazoline corrosion inhibitor with different mass fractions. |
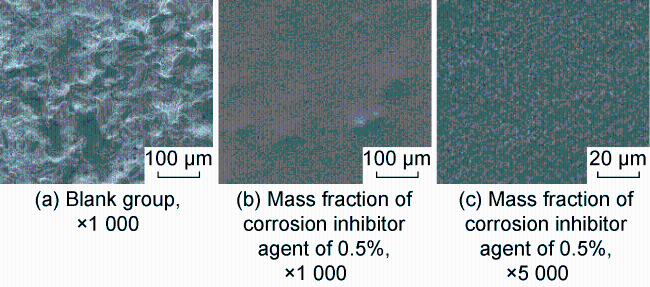
Fig. 4. SEM images of the surface of the test specimens in the blank group and the corrosion inhibitor group after corrosion. |
3.2. Selection of film-forming agent
Phosphating process refers to the process of forming a chemical conversion film of phosphate on the metal surface through chemical and electrochemical reaction. It is often used in the fields of automobile, military, machinery, etc., to prevent rust, wear and painting [32]. The corrosion mechanism of phosphate completion fluid on P110 steel is different in alkaline environment and acidic environment, but an insoluble metal phosphate precipitation film can be formed on metal surface in both environments [33]. By referring to the metal phosphating process, it is helpful to screen suitable metal ions for corrosion protection. It should be noted that in the phosphating process, Cu2+ is not used as the main film-forming agent to generate phosphate precipitates, but as an accelerator to shorten the phosphating reaction time and promote the density of the protective film, and the addition amount is less. Therefore, in the experimental group of film-forming agent, 0.1% Cu2+ and 0.5% of Zn2+, Ca2+ and Mn2+ were added, and the final corrosion rate on the test specimen is 0.135, 1.220, 2.070, 3.400 mm/a, respectively (Fig. 5a ). Compared with the experimental result of the blank group, all the Cu2+, Zn2+, Ca2+ and Mn2+ film-forming agents have certain corrosion inhibition effects at 170 °C, among which the corrosion inhibition efficiency of Cu2+ film-forming agent is the highest, reaching 96.64%, and that of Zn2+, Ca2+ and Mn2+ film-forming agents is 69.63%, 48.47% and 15.36%.
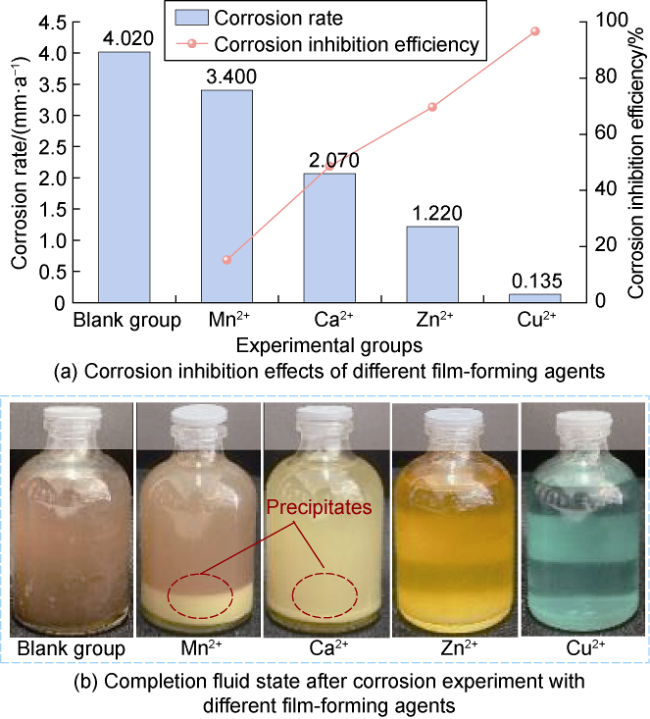
Fig. 5. Corrosion inhibition effects of different film-forming agents and completion fluid after corrosion experiment. |
After the corrosion experiment, the phosphate completion fluid with Cu2+ and Zn2+ film-forming agent groups is clear, and light blue and brownish-yellow, which are the colors of Cu2+ and Fe3+, respectively. After standing for a while, no precipitate is found at the bottom of the vials (Fig. 5b ). However, many white precipitates are uniformly distributed in the vial containing the phosphate completion fluid with Ca2+ film-forming agent, so are in the vial containing the phosphate completion fluid with Mn2+ film-forming agent. It is inferred that Ca2+ and Mn2+ film-forming agents may cause precipitates in completion fluid, which damages reservoir and affects completion quality when applied in field. Considering the corrosion inhibition performance of these metal ions and the precipitate amount in completion fluid, it is concluded that Cu2+ and Zn2+ film-forming agents have a good application prospect.
3.3. Mass fraction optimization of Zn2+ film-forming agent and corrosion inhibition mechanism
3.3.1. Mass fraction optimization of Zn2+ film-forming agent
The corrosion inhibition effect of Zn2+ film-forming agent at 170 °C after 72 h (Fig. 6 ) shows that when the mass fraction of Zn2+ film-forming agent increases from 0.10% to 0.50%, the corrosion rate on the test specimen decreases from 1.33 mm/a to 1.22 mm/a, and the corrosion inhibition efficiency increases from 66.89% to 69.63%, which proves that Zn2+ film-forming agent has a certain corrosion inhibition effect.
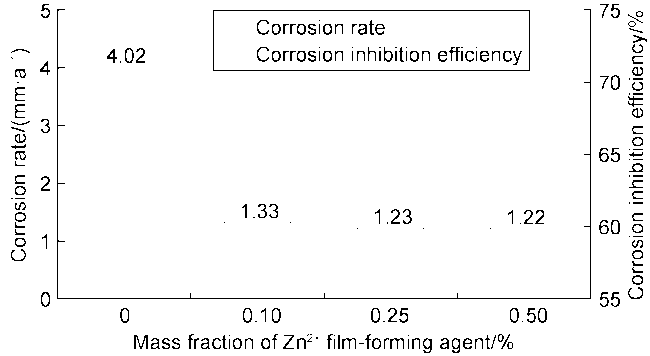
Fig. 6. Corrosion inhibition effect of Zn2+ film-forming agent with different mass fractions. |
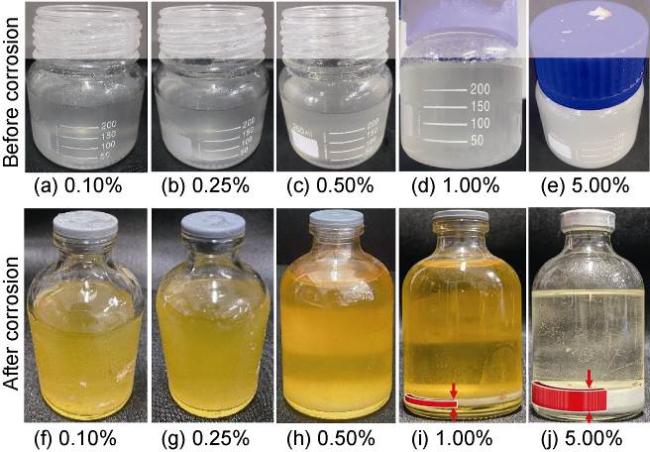
Fig. 7. Phosphate completion fluid before and after adding Zn2+ film-forming agent with different mass fractions. |
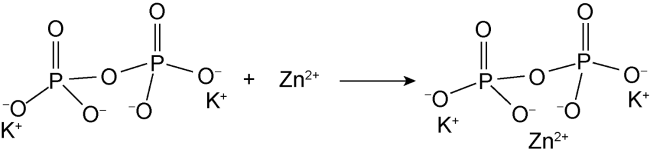
Fig. 8. Complexation process of P2 O74− with Zn2+. |
$\mathrm{Zn}^{2+}+2 \mathrm{OH}^{-} \rightarrow \mathrm{Zn}(\mathrm{OH})_{2} \downarrow$
After corrosion, the phosphate completion fluid with Zn2+ film-forming agent is brownish yellow caused by the Fe3+ produced in the corrosion process (Fig. 7f-7j ). A certain amount of Zn2+ was consumed to form a precipitation film on the surface of the test specimen. As the amount of Zn2+ increased, excessive Zn2+ reacted with the PO43− produced by hydrolysis of K4P2O7 to form white Zn3(PO4)2 precipitates (Eq. (7)), which make the phosphate completion fluid gradually become cloudy and more white precipitates appear at the bottom of the vial. Considering the corrosion inhibition effect of Zn2+ film-forming agent with different mass fractions and the damage to formation caused by the solid precipitates, the mass fraction of Zn2+ film-forming agent should be controlled at 0.25%-0.50%.
3.3.2. Mechanism of the film transformation by Zn2+ film-forming agent
On the SEM images of the surface of the test specimens in the blank group and the Zn2+ film-forming agent group (Fig. 9 ), precipitation films are found by crystal accumulation. After zoomed in by 100 times, the precipitation film of the Zn2+ film-forming agent group is smoother and the rough degree is lower, while the precipitation film of the blank group is rougher with many obvious bumps. After zoomed in by 1000 times and 2000 times, respectively, many areas are found not covered by crystal precipitates on the surface of the test specimen corroded in the blank group. These areas are pits formed by the accumulation of amorphous crystals, and there are several micropores of 3.0-5.4 μm inside the pits. The crystal precipitates on the test specimen are rod-like, and the size span of large and small grains is large. They accumulate disorderly. After zoomed in by 1000 times and 2000 times, the precipitation film on the surface of the test specimen corroded in the Zn2+ film-forming agent group is uniform and dense, and there is no uncovered area. The precipitation film is formed by the compact accumulation of blocky crystals of the same size. The blocky crystals are the result of the regular growth of smaller flake crystals with the same length in the same direction.
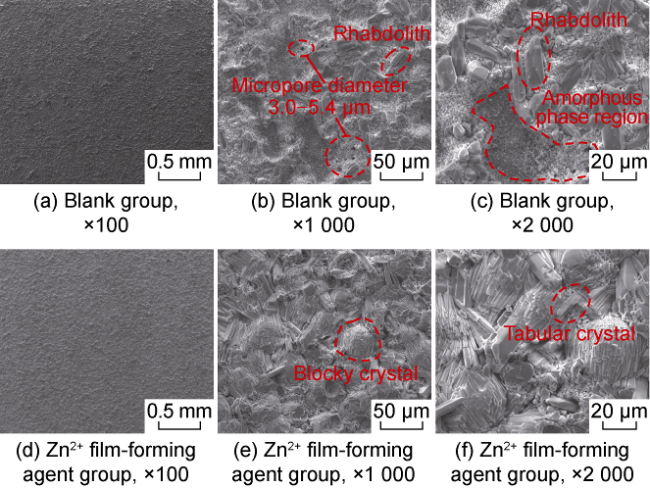
Fig. 9. SEM images of the surface of the test specimens corroded in the blank group and the Zn2+ film-forming agent group. |
The EDS elemental analysis and XRD phase analysis results (Fig. 10 ) of the Zn2+ film-forming agent group show that the precipitation film consists of C, O, P, K, Fe and Zn whose mass fraction is 9.73%, 28.62%, 16.62%, 17.79%, 8.09% and 19.14%, respectively. The crystal chemical formula of the precipitated film is KZnPO4, and Fe is detected on the surface of the test specimen, too.
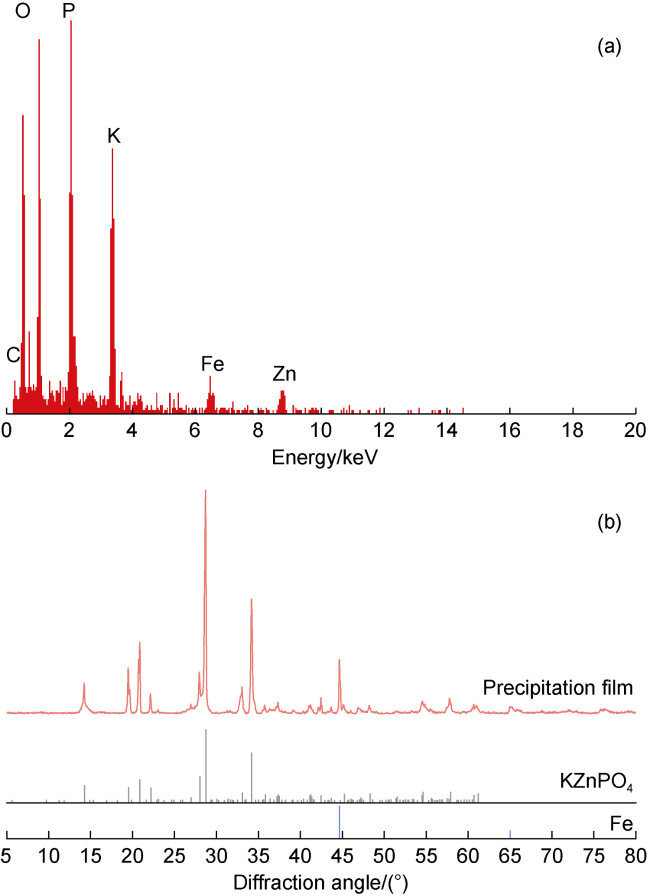
Fig. 10. (a) EDS spectrum and (b) XRD pattern of Zn2+ film-forming agent group. |
According to the microstructure of the precipitation film and the phase analysis of the crystal precipitates, the formation of the precipitation film of the Zn2+ film-forming agent group is divided into two processes: (1) Chemical reaction. When Zn2+ is added into phosphate completion fluid, it first reacts with OH− to form Zn(OH)2 precipitates, and then reacts with P2O74− to form complex reaction. At high temperature, the hydrolysis rate of P2O74− to HPO42− is slow, and it is consumed by Zn(OH)2 to form KZnPO4 (Eq. (8)) immediately after generation, which keeps the mass fraction of HPO42− at a very low level in the whole system, and this process inhibits the reaction of HPO42− with Fe2O3 to a certain extent. (2) Crystallizing process. KZnPO4 precipitates, becomes crystal nuclei and then gradually grows into crystals which accumulate on the surface of the test specimen to form a precipitation film. In addition, the dissociation process of the complex during the chemical reaction prolongs the reaction time. This process provides more time for crystal growth, and makes its crystal form more regular. Finally, the uniform and dense KZnPO4 precipitation film is developed on the surface of the test specimen, which reduces the corrosion rate and improves the corrosion inhibition efficiency. According to the EDS results, the molar ratio of P to O is close to 1 to 4, which proves that P and O mainly exist in the form of PO43−, and the molar ratio of Zn to K to P is near 1 to 1 to1, which proves that the chemical formula of the crystal is KZnPO4. However, the forming rate of KZnPO4 precipitation film is slow, and the corrosion on the surface of the test specimen cannot be effectively inhibited before the protective film is formed, so it is difficult to enhance the final corrosion inhibition efficiency.
3.4. Mass fraction optimization of Cu2+ film-forming agent and corrosion inhibition mechanism
3.4.1. Mass fraction optimization of Cu2+ film-forming agent
The corrosion inhibition effect of Cu2+ film-forming agent at 170 °C for 72 h (Fig. 11 ) shows that the Cu2+ film-forming agent with lower mass fraction has higher corrosion inhibition efficiency and lower corrosion rate, compared with the corrosion inhibition effect of Zn2+ film-forming agent. When the mass fraction of Cu2+ increased from 0.010% to 0.100%, the corrosion rate on the test specimen decreased from 3.750 mm/a to 0.135 mm/a, and the corrosion inhibition efficiency increased from 6.64% to 96.64%. Lower mass fraction of Cu2+ (≤0.025%) corresponded to corrosion inhibition efficiency less than 12%, and poor corrosion inhibition effect. When the mass fraction increased to 0.050%, the corrosion inhibition efficiency rose to 96.64%. But it hardly changed while continuing increasing the mass fraction.
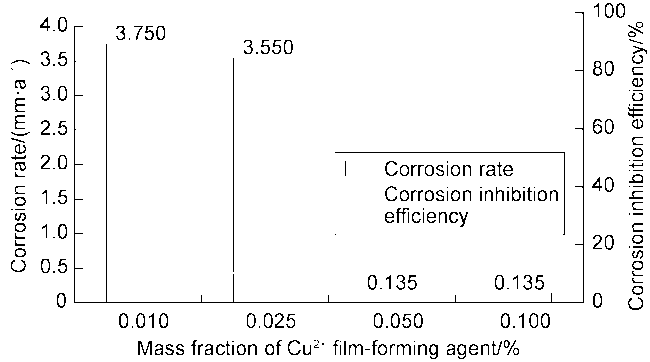
Fig. 11. Corrosion inhibition effect of Cu2+ film-forming agent with different mass fractions. |
Cu2+ mixing with P2O74− immediately produces blue precipitates Cu2P2O7 (Eq. (9)). In addition, since P2O74− is a complexing agent, Cu2P2O7 precipitate will be dissolved when there is excessive P2O74−, resulting in complex after keeping agitating, and making phosphate completion fluid dark blue (Eq. (10)) [35]. The test specimen is black-gray, rough and without metallic luster when the mass fraction of Cu2+ film-forming agent is low (≤0.025%), but it becomes smooth and brownish- red with metallic luster with the increase of the mass fraction (Fig. 12 ), indicating good corrosion inhibition effect.
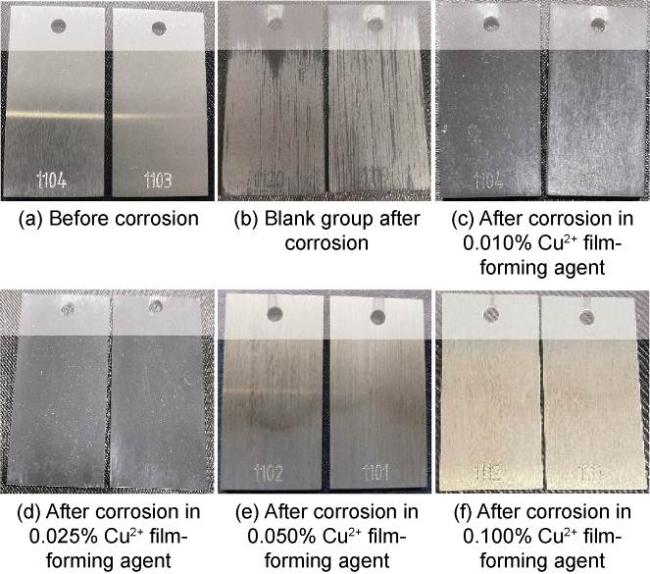
Fig. 12. Photos of test specimens before and after corrosion in Cu2+ film-forming agent group. |
In summary, when the mass fraction of Cu2+ film-forming agent is 0.05% to 0.10%, the corrosion inhibition effect is better, and it’s not easy to produce solid particles. This result avoids the damage to formation to a certain extent, and meets the requirements in field application.
3.4.2. Mechanism of the film transformation by Cu2+ film-forming agent
The surface morphology of the test specimen became dark with evenly distributed earthworm holes parallel to the vertical texture of the specimen after corroded in 0.050% Cu2+ film-forming agent group (Fig. 13a , 13b ). In comparison, the SEM image before corrosion shows that the surface of the specimen is smooth. Compared with the surface morphology of the test specimen after corroded in the blank group (Fig. 13c ), no precipitation film formed by crystal accumulation appeared on the surface of the test specimen after corroded in Cu2+ film-forming agent group, and the vertical texture of the test specimen could still be clearly observed under SEM.
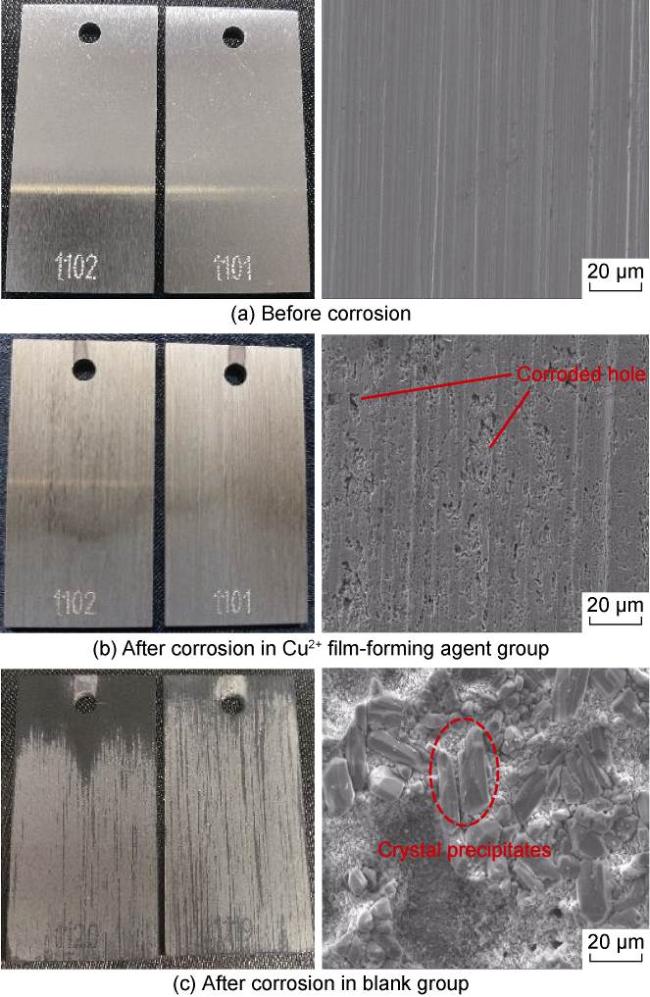
Fig. 13. Surface morphology before and after corrosion in Cu2+ film-forming agent group and blank group. |
The EDS spectrum of the surface of the test specimen corroded in 0.050% Cu2+ film-forming agent group (Fig. 14a ) shows that there is a small amount of Cu in addition to Fe and the original C, S and Si in carbon steel, whose mass fractions are 88.64%, 6.24%, 0.36%, 0.42% and 1.05%, respectively. The XRD analysis results (Fig. 14b ) show that there is only Fe on the surface of the test specimen before and after corrosion, and the trace Cu is not detected, nor is insoluble salt crystal.
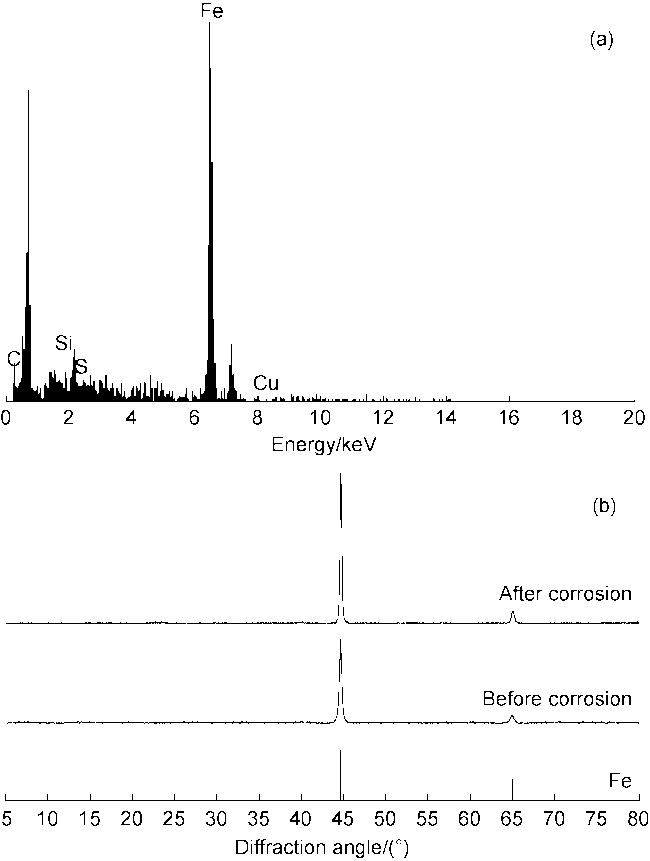
Fig. 14. (a) EDS spectrum and (b) XRD pattern of Cu2+ protective film. |
After the test specimen corroded in Cu2+ film-forming agent is immersed in phosphate completion fluid, P2O74− is hydrolyzed at high temperature, and at the same time, [Cu(P2O7)2]6- is dissociated into Cu2+ and P2O74−, and Fe joints with Cu2+ to form countless tiny galvanic cells on the surface of the test specimen. Cu2+ moves to the cathode to exchange charges with Fe and is reduced to Cu, while Fe in the anode region is oxidized and loses electrons to form Fe2+, resulting in dissolution and earthworm holes on the test specimen. This process is anodic dissolution corrosion in essence. When the mass fraction of Cu2+ film-forming agent is higher than or equal to 0.05%, its corrosion inhibition efficiency increases rapidly, forming a Cu protective film instead of a corrosion product film to inhibit the corrosion of the test specimen. After the protective film is constructed, the corrosion inhibition efficiency cannot be improved by increasing the mass fraction of Cu2+ film-forming agent. Although the corrosion inhibition efficiency of the Cu film is higher, when the mass fraction of Cu2+ film-forming agent is insufficient, the surface of the test film cannot be completely covered by the Cu film. In addition, the Cu film is very thin, and easy to be worn, so it is difficult to protect the test specimen for a long time.
3.5. Cu2+ and Zn2+ compound film-forming agent and corrosion inhibition mechanism
3.5.1. Optimal ratio of Cu2+ to Zn2+ film-forming agents
Both Cu2+ and Zn2+ film-forming agents can generate a protective layer with better corrosion inhibition effect, but the corrosion inhibition efficiency and film transformation mechanism of the two film-forming agents are different. We studied the corrosion inhibition effect of the compound film-forming agent prepared with 0.05% Cu2+ film-forming agent and Zn2+ film-forming agent with different mass fractions after 72 h (Fig. 15 ). The corrosion rate on the test specimen in the compound film-forming agent decreases significantly compared with Zn2+ film-forming agent. When the mass fraction of Zn2+ film-forming agent increased from 0.10% to 0.50%, the corrosion rate of the compound film-forming agent firstly decreased and then increased to 0.40 mm/a, and the corresponding corrosion inhibition efficiency first increased to 93.03% and then decreased to 90.04%. The corrosion inhibition effect of 0.05% Cu2+ film-forming agent and 0.25% Zn2+ film-forming agent is the best.
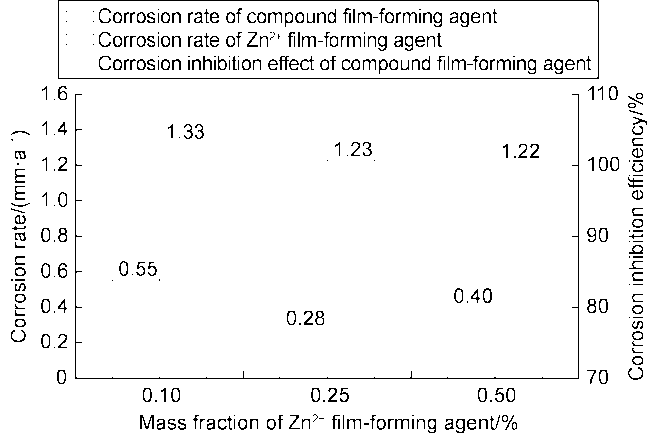
Fig. 15. Corrosion inhibition effect of compound film-forming agent. |
The surface of the test specimens after corroded by 0.25% Zn2+ film-forming agent and compound film-forming agents was observed and compared (Fig. 16 ). The precipitation film on the surface of the test specimen after treated by 0.25% Zn2+ film-forming agent is smooth and dark gray, and rougher than before corrosion. The precipitation film on the surface of the test specimen became brownish-red after treated by the compound agent consisting of Zn2+ film-forming agent and Cu2+ film- forming agent. With the increase of the mass fraction of Zn2+ film-forming agent, the color of the precipitation film became deeper, and the roughness decreased first and then increased.
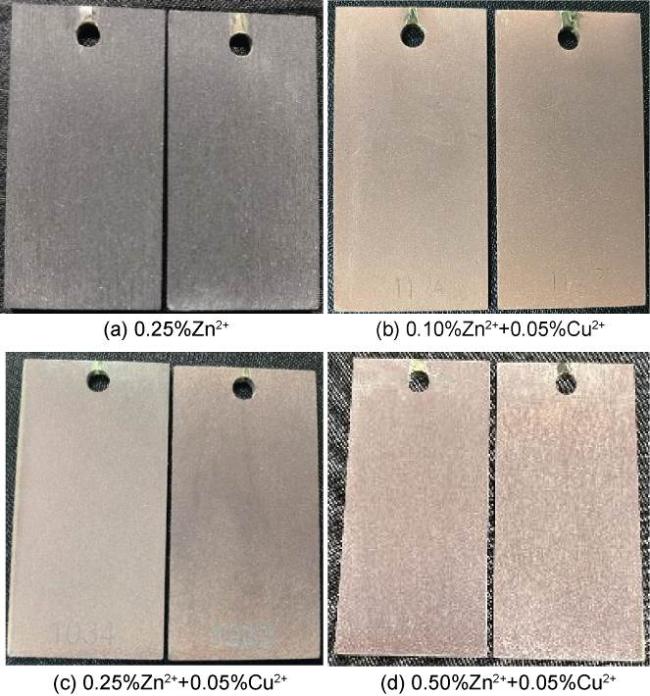
Fig. 16. Photos of the test specimens after corrosion in 0.25% Zn2+ film-forming agent and compound film-forming agent with different ratios. |
3.5.2. Film transformation mechanism of Cu2+ and Zn2+ compound film-forming agent
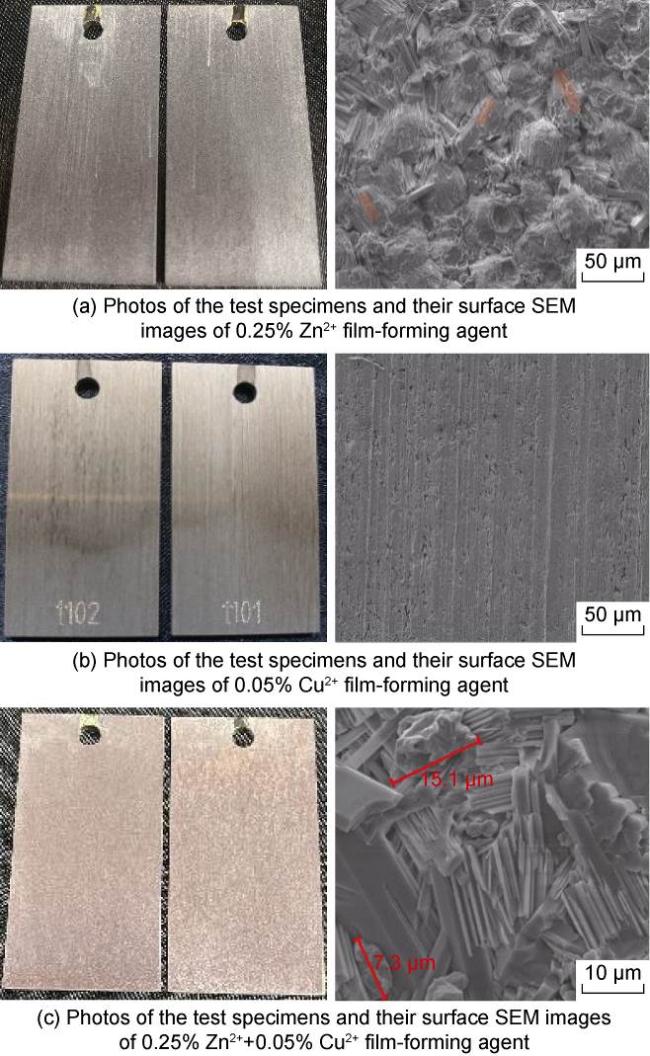
Fig. 17. Photos of the test specimens and their surface SEM images after corrosion in different film-forming agents. |
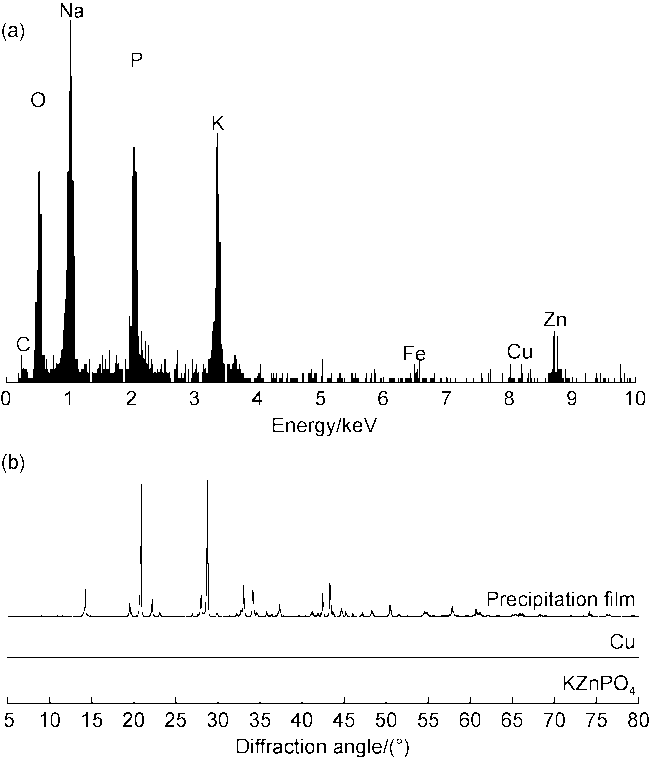
EDS elemental analysis and XRD phase analysis results show that the diffraction peaks of the two kinds of crystals are highly coincident with the results of Card PDF#81-1034, which proves that the chemical composition of the precipitation films developed in compound film-forming agent and Zn2+ film-forming agent is KZnPO4 (Fig. 18 ). Based on Fig. 18a , the molar ratio of P to O is calculated to be close to 1 to 4, which proves that P and O mainly exist in the form of PO43−; and the molar ratio of Zn to K to P is close to 1 to 1 to 1, which proves that the chemical formula of the crystal is KZnPO4. In addition, XRD phase analysis results show that there is Cu in the precipitation film formed in compound film-forming agent, so the irregular particles depositing among KZnPO4 crystals on the SEM images are Cu that makes the precipitation film brownish-red.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Fig. 18. (a) EDS spectrum and (b) XRD pattern of precipitation film in compound film-forming agent group. |
The forming process of KZnPO4 crystal film starts at the same time as the depositing process of Cu. They mix and accumulate on the surface of the test specimen to form a brown-red precipitation film. After removing the precipitation film, there are earthworm holes on the surface of the test specimen, which are the same as those on the surface of Cu film (on SEM images). This indicates that the forming rate of KZnPO4 crystals is slower than Cu. Before the precipitation film is completely constructed, the Cu2+ in phosphate completion fluid has been adsorbed onto the surface of the test specimen and rapidly deposited into a protective film through electrochemical reaction. The two films (KZnPO4 and Cu) jointly inhibit the corrosion on the test specimen. Compared with Cu2+ film-forming agent, compound film-forming agent not only ensures higher corrosion inhibition efficiency but also creates a precipitation film that is resistant to temperature and wear. It should be noted that during the formation of the precipitation film in compound film-forming agent, KZnPO4 may compete with Cu2+ to contact Fe on the surface of the test specimen. If the mass fraction of Zn2+ film-forming agent is too high, the forming rate of KZnPO4 precipitation film will be faster, and charge exchange between Cu2+ and Fe on the test specimen will reduce, resulting in the Cu protective film incomplete, and consequently, lower corrosion inhibition efficiency than that of 0.05% Cu2+ film-forming agent. On the other hand, too low mass fraction of Zn2+ film-forming agent will reduce the forming rate of precipitation film, and eventually the decline of corrosion inhibition efficiency. In conclusion, the corrosion inhibition efficiency of Cu2+ and Zn2+ compound film-forming agent increases first and then decreases with the increase of Zn2+ film-forming agent.
4. Conclusions
Phosphate completion fluid corrodes the test specimen by high-temperature water vapor and its hydrolyzed products to form an ironic phosphate corrosion product film. Zn2+ and Cu2+ film-forming agents can reduce the corrosion of phosphate completion fluid at high temperature. About 0.25%-0.50% Zn2+ film-forming agent has the best corrosion inhibition effect, and the highest corrosion inhibition efficiency is 69.63%. When Zn2+ is higher than 0.50%, precipitates will occur in phosphate completion fluid and damage formation. 0.05% Cu2+ film-forming agent can improve corrosion inhibition efficiency to 96.64%. Although the corrosion inhibition efficiency of 0.05% Cu2+ film-forming agent is higher than Zn2+ film-forming agent, the wear resistance of the former is poor. The compound agent of 0.05% Cu2+ + 0.25% Zn2+ can improve corrosion inhibition efficiency to 93.03%. It not only ensures high corrosion inhibition efficiency but also generates a precipitation film that is resistant to high temperature and wear.
By changing the corrosion reaction path, Zn2+ film- forming agent generates a KZnPO4 precipitation film with high temperature resistance, uniform thickness and tight crystal packing on the surface of the test specimen, which inhibits the corrosion on the test specimen. Cu2+ film- forming agent reacts with Fe to generate a Cu protective film on the surface of the test specimen through electrochemical reaction. It is another protective film that can inhibit metal corrosion. The compound film-forming agent has the advantages of Zn2+ and Cu2+ film-forming agents to generate a KZnPO4 crystal film and a Cu film on the surface of the test specimen, which effectively inhibit the corrosion on the test specimen.
Nomenclature
A—surface area of a test specimen, cm2;
m0—initial mass of a test specimen, g;
m1—mass of a test specimen after corrosion, g;
t—corrosion time, h;
v—corrosion rate in experimental group, mm/a;
v0— corrosion rate in blank group, mm/a;
η—corrosion inhibition efficiency, %;
ρ—density of a test specimen, g/cm3.