

Introduction
Heavy oil exhibits characteristics such as high viscosity and poor fluidity due to the effects of intramolecular hydrogen bonding, coordination interactions, paraffin deposition, etc. [1]. These influences pose significant challenges to its extraction and transportation. Upgrading and viscosity reduction of heavy oil are crucial for achieving efficient extraction and long-distance pipeline transportation. Conventional heating viscosity reduction requires maintaining elevated temperatures over long distances, with insufficient local heating potentially triggering pipeline clogging risks. Consequently, methods such as hydrothermal cracking, high-temperature cracking, and similar approaches have been proposed to up-grade and reduce the viscosity of heavy oil, aiming to break molecular chains and achieve permanent viscosity reduction. But these approaches are associated with issues such as high coke formation and strong dependence on catalysts [2].
In recent years, the method of upgrading heavy oil using supercritical water (SCW) has garnered widespread attention. SCW refers to water at temperatures exceeding 374 °C and pressures above 22.1 MPa [3]. It is characterized by low viscosity, strong diffusivity, and high density [4⇓-6], which can accelerate the reaction rate of heavy oil upgrading and shorten reaction times [7-8], while significantly reducing coke formation rates [9]. The use of SCW for viscosity reduction offers the advantage of physically separating crude oil products without relying on chemical additives or catalysts. After sedimentation and dewatering, the treated crude oil can be transported without requiring heating stations along the pipeline, and reducing transportation costs. Zhao et al. discovered that supercritical multi-component thermal fluids (organic wastewater mixed with gasified supercritical water) effectively promote the in-situ transformation of underground heavy oil and low-maturity shale oil, significantly enhancing the hydrocarbon conversion efficiency of organic matter [10]. Dong et al. conducted kinetic studies on SCW-based heavy oil upgrading, identifying three reaction stages: the induction phase, cracking phase, and gas generation phase, established a six-lump kinetic model incorporating saturates, aromatics, resins, asphaltenes, coke, and gases[11]. Liu investigated the effect of SCW on the thermal cracking of asphaltenes, revealing that asphaltenes can form cavity-like structures in SCW and self-assemble into clusters, significantly accelerating the condensation and coke formation reactions [12]. In summary, previous studies on the upgrading of heavy oil using SCW have primarily focused on reaction kinetics and coking behavior, with limited systematic evaluation of the characteristics of the produced fluids and viscosity reduction. The key factors influencing the effectiveness of SCW upgrading and viscosity reduction, as well as the extent of their impact, remain unclear. Further research is needed to elucidate the microscopic mechanisms and dominant controlling factors.
This study investigates the upgrading and viscosity reduction of heavy oil under different SCW conditions by controlling reaction temperature, time, and oil-water ratio. The changes in product composition and viscosity reduction characteristics were systematically analyzed in terms of viscosity, four components, and surface tension. Furthermore, cryo-scanning electron microscopy was employed to reveal the microscopic morphology of the products and elucidate the mechanisms behind viscosity reduction. These findings deepen the understanding of SCW upgrading and viscosity reduction mechanisms for heavy oil and provide theoretical and technical support for efficient heavy oil recovery and long-distance pipeline transportation.
1. Experimental materials and methods
1.1. Experimental materials
The heavy oil used in this study was sourced from Block 12 of the Tahe Oilfield, a representative heavy oil reservoir. Compared to other oilfields such as Xinjiang, Liaohe, and Mackay, etc. [13-14], the heavy oil from Tahe Oilfield is characterized by a relatively high asphaltene content, averaging 22.00%. The average contents of aromatics, saturates, and resins are 29.35%, 35.64%, and 13.23%. After dehydration, the crude oil has a viscosity of 1 315 mPa·s and a surface tension of 26.15 mN/m at atmospheric pressure and 50 °C, rendering it essentially non-flowable under ambient conditions.
1.2. Experimental equipment
The experiment was conducted using a high temperature and high pressure reactor system, as shown in Fig. 1 . The system consists of several modules: an oil and water injection module, a nitrogen purging module, a high temperature and high pressure reaction vessel, a temperature and pressure control module, an insulation module, and a product collection module. The reaction vessel has a maximum volume of 150 mL, a maximum heating temperature of 600 °C, and a maximum pressure of 50 MPa. Temperature and pressure sensors are pre-installed inside the vessel, and feedback control via the temperature and pressure control module allows for precise regulation, achieving control with a tolerance of ±1 °C for temperature and ±0.1 MPa for pressure.
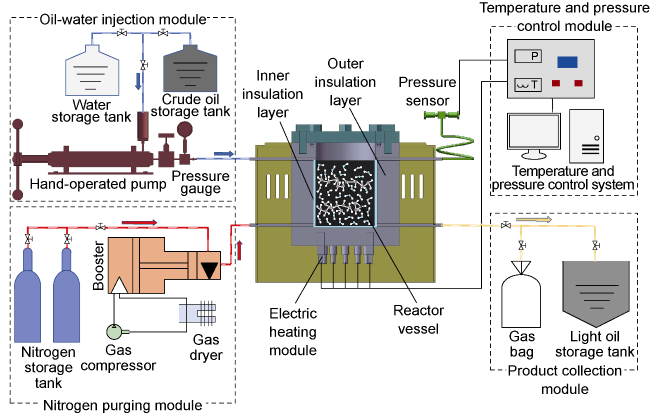
Fig. 1. Heavy oil upgrading reaction system. |
1.3. Experimental scheme and procedures
The experimental schemes are shown in Table 1 . A total of 13 groups of SCW upgrading experiments on heavy oil were conducted under different temperature, time, and oil-water ratio conditions (1-1# to 3-4#). Additionally, 3 groups of comparative experiments on heavy oil upgrading were carried out under conventional steam (3-5#), subcritical steam (3-6#), and nitrogen (3-7#) conditions. A control group using heavy oil under atmospheric pressure and 50 °C conditions (dehydrated crude oil) was also set up for comparative analysis of the viscosity reduction effects before and after the reaction.
Table 1. Experimental scheme for heavy oil upgrading under different conditions |
| Reactionenvironment | Code | Pressure/MPa | Temperature/°C | Time/min | OWR/(m3·m−3) | Sample testing contents |
|---|---|---|---|---|---|---|
| SCW | 1-1# | 28 | 380 | 150 | 1:2 | Viscosity, tension, components, cryo-scanning electron microscopy, gas chromatography |
| 1-2# | 28 | 400 | 150 | 1:2 | Viscosity, tension | |
| 1-3# | 28 | 420 | 150 | 1:2 | Viscosity, tension, components | |
| 1-4# | 28 | 440 | 150 | 1:2 | Viscosity, tension | |
| 1-5# | 28 | 460 | 150 | 1:2 | Viscosity, tension, components | |
| 2-1# | 28 | 380 | 20 | 1:2 | Viscosity, tension, components | |
| 2-2# | 28 | 380 | 50 | 1:2 | Viscosity, tension | |
| 2-3# | 28 | 380 | 100 | 1:2 | Viscosity, tension | |
| 2-4# | 28 | 380 | 200 | 1:2 | Viscosity, tension, components | |
| 3-1# | 28 | 380 | 150 | 1:4 | Viscosity, tension, components | |
| 3-2# | 28 | 380 | 150 | 1:1 | Viscosity, tension | |
| 3-3# | 28 | 380 | 150 | 2:1 | Viscosity, tension | |
| 3-4# | 28 | 380 | 150 | 4:1 | Viscosity, tension, components | |
| Conventional steam | 3-5# | 5 | 150 | 200 | 1:2 | Components, gas chromatography |
| Subcritical steam | 3-6# | 14 | 250 | 200 | 1:2 | Components, gas chromatography |
| Nitrogen | 3-7# | 2 | 380 | 200 | Components, gas chromatography | |
| Atmospheric pressure, 50 °C | Control experiment | Viscosity, tension, components, cryo-scanning electron microscopy, gas chromatography |
The experimental procedures are as follows:
(1) Check the sealing of the reaction vessel to prevent high-temperature fluid leakage.
(2) Sequentially open the oil and water injection valves, and inject the specified volumes of heavy oil and water into the reactor according to the oil-water ratio designed in the schemes, fully filling the reactor and expelling all gas phases. For nitrogen environment experiments, inject 50 mL of heavy oil, open the exhaust valve, and inject dry nitrogen gas for 5 min to purge other gases from the reactor.
(3) Set the temperature and pressure according to the scheme to form reaction environments of conventional steam (150 °C, 5 MPa), subcritical (250 °C, 14 MPa), supercritical (at least 380 °C, 28 MPa), and nitrogen (380°C, 2 MPa).
(4) In SCW environment experiments, release the pressure and stop heating after the reaction reaches the predetermined time (Table 1 ), then cool the system and open the vent valve, collect gaseous products by using gas bags, and remove the oil and solid products. For nitrogen, conventional steam, and subcritical steam experiments, slightly open the vent valve at 20, 50, 150, and 200 min to collect partial products for component analysis.
To evaluate the viscosity reduction characteristics of heavy oil under different reaction conditions, the products obtained after the experiments were analyzed and tested as follows:
(1) The viscosity of the control group heavy oil and the produced oil samples from each experimental group (1-1# to 3-7#) was measured using a HAAKE MARSIII rheometer under conditions of atmospheric pressure, a shear rate of 170 s−¹, and a temperature of 50 °C.
(2) A Biolin surface tension meter was used to measure the surface tension of the control group heavy oil and the produced oil samples from SCW upgrading experiments (1-1# to 3-4#) to investigate the weakening effect of SCW on hydrogen bonds in heavy oil.
(3) According to the national standard NB/SH/T 0509-2010 [15], the four components of the control group heavy oil and the produced oil samples obtained under different temperature (1-1#, 1-3# and 1-5#), time (2-1#, 2-4#), oil-water ratio (3-1#, 3-4#), and reaction environment (3-5# to 3-7#) were tested and separated to analyze the effects of various parameters on the composition of the oil samples.
(4) An SU8010 cryo-scanning electron microscope was used to observe the microscopic morphology of the control group heavy oil and the produced oil sample from the SCW upgrading experiment (1-1#), comparing the molecular cluster changes before and after the reaction to visually verify the cracking effect of heavy oil in the SCW environment.
(5) A Trace1300 gas chromatograph was employed to perform chromatographic analysis of the control group heavy oil and the produced oil samples obtained under SCW (1-1#), conventional steam (3-5#), subcritical steam (3-6#), and nitrogen (3-7#) environments to explore changes in the alkane composition of the produced oil samples under different reaction conditions.
2. Experimental results and analysis
2.1. Product and microscopic morphology analysis
The control group heavy oil and produced oil samples (light oil, maltha, coke) are shown in Fig. 2 . The control group heavy oil exhibits a colloidal structure (Fig. 2a ), with extremely low flowability and strong adhesiveness. After SCW treatment, the original oil sample generates light oil and maltha/coke. The produced oil samples from 1-1# to 3-4# maintain a liquid structure after cooling to room temperature, with significantly improved flowability, as shown in Fig. 2b . The maltha and coke products in the SCW environment are shown in Fig. 2c and 2d, with the maltha being a semi-solid viscous substance and the coke existing in particulate form. The oil samples from 3-5# treated with conventional steam (Fig. 2e ), 3-6# treated with subcritical steam (Fig. 2f ), and 3-7# treated with nitrogen (Fig. 2g ) show no significant difference from the original heavy oil, remaining in a gel-like state and lacking flowability. The 3-7# oil sample treated with nitrogen produces larger particles of coke (Fig. 2h ). It is evident that after SCW treatment, the viscosity of the oil sample is significantly reduced, its flowability is greatly improved, and the quality of the oil product is enhanced.
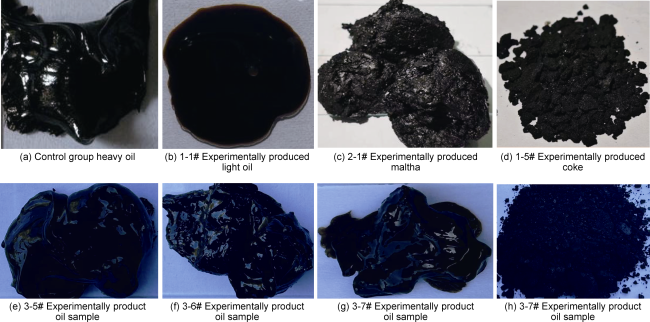
Fig. 2. Partial reaction products of the experiment. |
Cryo-scanning electron microscopy was used to observe the microscopic morphology of the oil before and after the reaction (Fig. 3 ). In Fig. 3a and 3c , it can be observed that before SCW treatment, the large molecular aggregates in the heavy oil system had a large volume, with the appearance of the contour reaching up to 272 μm. The molecular aggregates of the heavy oil were distributed in sheet-like structures, forming a spatial network gel, with tight connections between aggregates and noticeable layering. This indicates that the adhesive forces between molecular clusters in the original heavy oil are strong, and different complex macromolecules such as resins and asphaltenes tend to adhere to each other. Additionally, the three-dimensional shape of the large molecular clusters is irregular, with many cracks and pores on their surfaces, which facilitates the adsorption of small molecules such as wax crystals and metal ions. This increases the intermolecular cohesion and internal friction during the flow of heavy oil, thus affecting its flowability. From Fig. 3b and 3d, it can be seen that after SCW upgrading and viscosity reduction, the molecular clusters in the oil sample are more sparsely distributed, with particles significantly smaller, and the contour size is only about 45 μm. After SCW treatment, the molecular aggregates in the oil sample changed from a layered to an irregular spherical shape, with reduced gaps between molecules on the surface, inhibiting the aggregation of macromolecules and weakening the adsorption effect on small molecules. This causes the dispersed large molecular phase to transition into a hydrocarbon flowable phase, altering the colloidal system of the original heavy oil and reducing its viscosity.
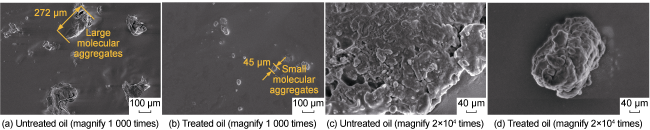
Fig. 3. Cryo-SEM observation of 1-1# heavy oil sample before and after SCW treatment. |
Asphaltenes are one of the main causes of the high viscosity of heavy oil due to their complex structure, which easily adsorbs and connects with other components in crude oil, forming large molecular aggregates. To analyze the structural changes of asphaltenes before and after the reaction, the asphaltenes in the oil samples from the 1-1# experiment were observed using cryo-scanning electron microscopy before and after SCW treatment (Fig. 4 ). Before SCW treatment, the asphaltenes in the oil sample exhibited blocky structure (Fig. 4a and 4c ), with a large specific surface area, making them prone to adsorb and accumulate resins and small molecules. Functional groups easily form hydrogen bonds [16], resulting in the formation of stable molecular clusters that increase the viscosity of heavy oil. After SCW treatment, the associative structure of asphaltenes was disrupted, transforming into a more dispersed particulate system (Fig. 4b and 4d ). The intermolecular attraction within asphaltenes was weakened, preventing further aggregation. As a result, the asphaltenes are less likely to adsorb with resins and are unable to continue covering the aromatic and saturate components, thereby reducing the viscosity of the heavy oil.
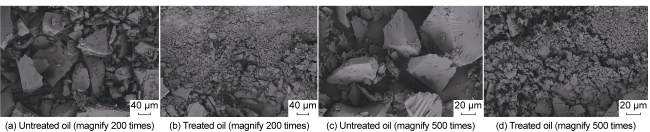
Fig. 4. Cryo-SEM observation of asphaltene components in 1-1# heavy oil sample before and after SCW treatment. |
2.2. Evaluation of viscosity reduction effect
The viscosity, surface tension, and four components changes of the oil samples between the control group heavy oil and SCW-treated oil samples were statistically analyzed. In addition, the changes of asphaltene contents and carbon chain structure of the compounds in the oil samples after reactions under different environments were compared to evaluate the viscosity reduction effect of SCW.
At 50 °C and atmospheric pressure, the viscosity of the heavy oil is 1 315 mPa·s. After SCW treatment, the viscosity of the oil samples ranges from 1.22 mPa·s to 29.25 mPa·s, with an average viscosity of 8.13 mPa·s, resulting in a viscosity reduction rate of 99.4%.
The strength of hydrogen bonds is closely related to surface tension, and the surface tension of heavy oil is mainly influenced by hydrogen bond interactions [17]. By testing the surface tension of the oil samples before and after the SCW viscosity reduction reaction, the changes in intermolecular hydrogen bonding before and after the reaction can be compared. The test results show that under ambient temperature and pressure conditions, the surface tension of oil samples decreased from 26.15 mN/m in the control group heavy oil to an average of 21.27 mN/m (1-1# to 3-4#), representing a reduction of 16.7%. This indicates that SCW treatment reduces the strength of the intermolecular hydrogen bonds, decreases intermolecular forces, improves the flowability of the oil sample, effectively reducing its viscosity.
To evaluate the viscosity reduction effect of heavy oil cracking and modification under SCW conditions, the four components of the heavy oil was statistically analyzed before and after SCW treatment. After reaction in SCW, the total content of aromatics and saturates in produced oil samples increased significantly, rising from 64.99% to 74.67%-89.33% (with an average of 83.90%). The content of resins showed little change, while the asphaltene content decreased from 21.79% to an average of 0.77%, with a reduction of 96.5%. The flowability of the heavy oil improved with the increase in light hydrocarbon components and decreased with the increase in heavy components [18]. The increase in the total content of light hydrocarbons and the cracking of asphaltenes promote the upgrading and viscosity reduction of heavy oil under SCW conditions.
The asphaltene content is one of the key factors affecting the viscosity of the oil samples. By comparing the changes in asphaltene content of the reaction products under SCW, nitrogen, subcritical steam, and conventional steam environments, the efficiency of heavy oil cracking in SCW can be revealed. As shown in Fig. 5 , in the nitrogen environment, the asphaltene content first increased and then decreased with the extension of reaction time, reaching a peak of 27.43% at 50 min, and then decreasing to 19.53% after 200 min. The cracking rate of asphaltenes was relatively low, and in the early stages of the reaction, the condensation rate of other components was higher than the cracking rate of asphaltenes. In the subcritical steam environment, the asphaltene content also reached a peak of 24.13% at 50 min and then decreased to 17.28% after 200 min. Under conventional steam conditions, the change in asphaltene content was minimal, with a reduction of less than 1.0 percentage points after 200 min. In contrast, under SCW conditions at 380 °C, after 150 min of treatment (1-1#), the asphaltene content decreased to about 2.00%, showing significantly better viscosity reduction performance compared to the other gaseous environments.

Fig. 5. Asphaltene contents in produced oil samples under different reaction conditions. |
Each oil sample was spiked with an equal amount of D42-C20 during gas chromatography testing, using the peak height of D42-C20 as a standard. By comparing the peak heights of other compounds to this standard, the changes in the carbon chain from alkane of heavy oil before and after reaction in different environments could be reflected. Fig. 6 shows the chromatographic analysis results before and after the reaction of heavy oil: (1) Before the reaction, the heavy oil contained abundant n-alkanes and iso-alkanes, with the main peaks concentrated in C8-C13 (Fig. 6a ). (2) After SCW treatment, significant changes were observed in the alkane components of the oil sample. The relative peak value (proportion of the standard peak height) of long-chain alkanes (C20 and above) decreased significantly or even disappeared, while the relative peak value of short-chain alkanes increased (Fig. 6b ). This indicates that under SCW conditions, long-chain alkanes underwent cracking, generating light alkanes and other products, which is consistent with the increase in saturates and aromatics in the composition. (3) In the nitrogen environment, after the reaction, the peak values of alkanes above C10 showed slight weakening, indicating that the modification effect of the nitrogen environment on the heavy oil was limited (Fig. 6c ). (4) Under subcritical steam conditions, after the reaction, the relative peak values of chain alkanes (C10-C15) slightly increased, while the light alkanes showed no significant change (Fig. 6d ). This suggests that the cracking intensity was lower than that in the SCW reaction environment. (5) After the reaction under conventional steam conditions (Fig. 6e ), the long-chain alkane composition of the oil sample remained similar to that of the original heavy oil, with only small changes in relative peak values. No significant changes were observed, which is consistent with the result that the asphaltene content in the crude oil after conventional steam treatment remained nearly unchanged, as indicated by the component analysis.
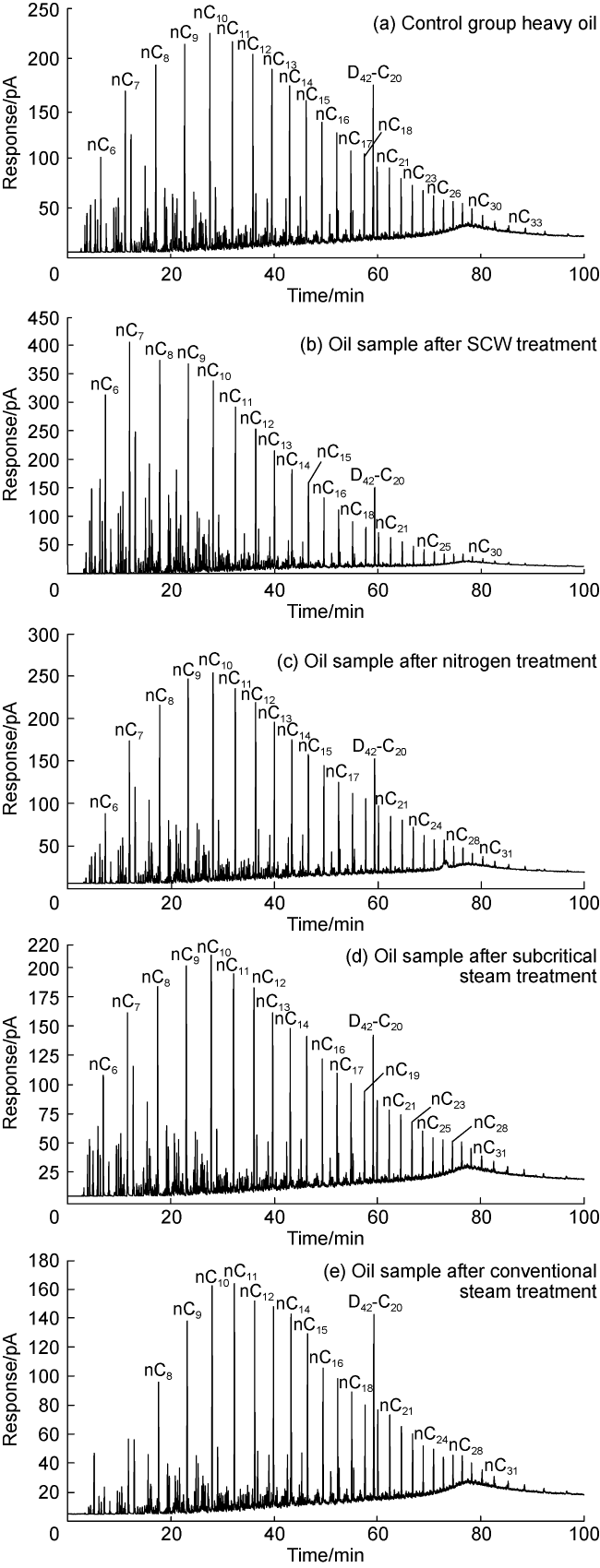
Fig. 6. Chromatograms of oil samples under different reaction conditions for heavy oil. |
2.3. Influence of reaction parameter in SCW condition
2.3.1. The effect of reaction temperature
Set 28 MPa and an oil-water ratio of 1:2, adjust the reaction temperature (1-1# to 1-5#) to treat heavy oil sample with SCW for 150 min, and the changes in product composition and viscosity are analyzed.
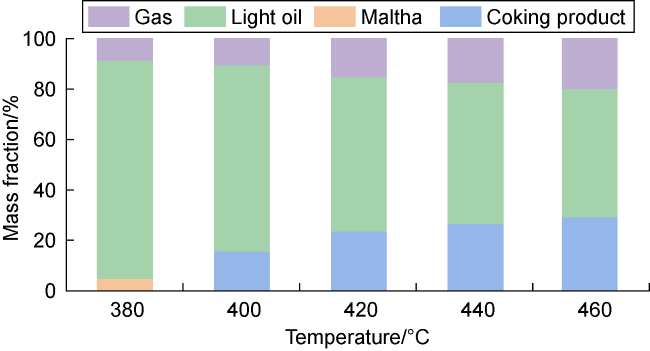
Fig. 7. The product composition after SCW treating under different temperatures. |
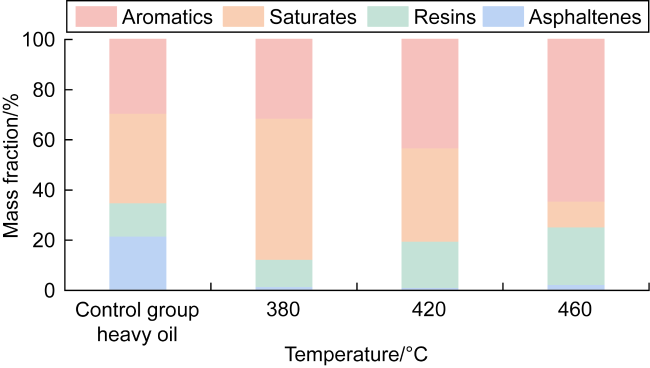
Fig. 8. Four component compositions of oil samples after SCW treatment and heavy oil in control group at different temperatures. |
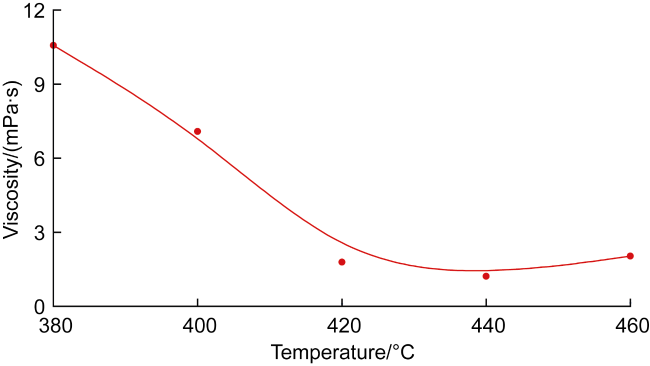
Fig. 9. Viscosity of produced oil samples after SCW treatment at different temperatures. |
In summary, at temperatures of 380-420 °C, the asphaltene and coke contents are at their lowest, while the hydrocarbon content is at its highest, with a viscosity reduction rate reaching 99%. Therefore, 380-420 °C can be considered the optimal reaction temperature.
2.3.2. The effect of reaction time
Set the pressure to 28 MPa, the oil-water ratio to 1:2, and the reaction temperature to 380 °C. By changing the treatment time (1-1#, 2-1# to 2-4#), the SCW treatment of the heavy oil sample was conducted, and the changes in product composition and viscosity were analyzed.
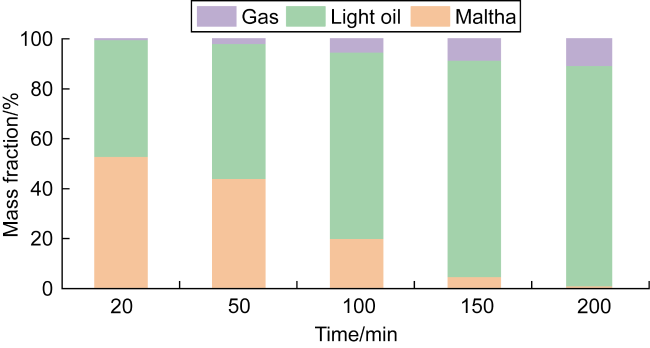
Fig. 10. The product composition after SCW treatment under different times. |
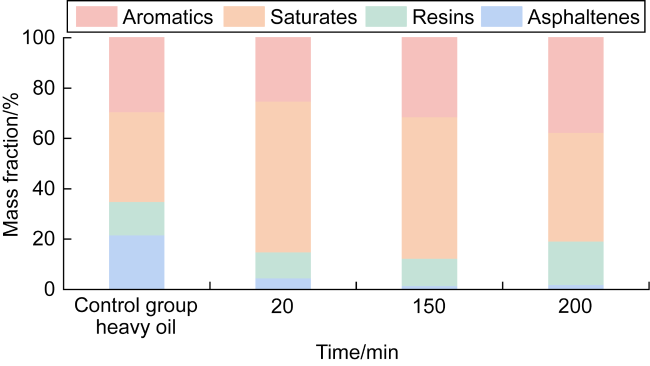
Fig. 11. Four components composition of oil samples after SCW treatment at different times. |
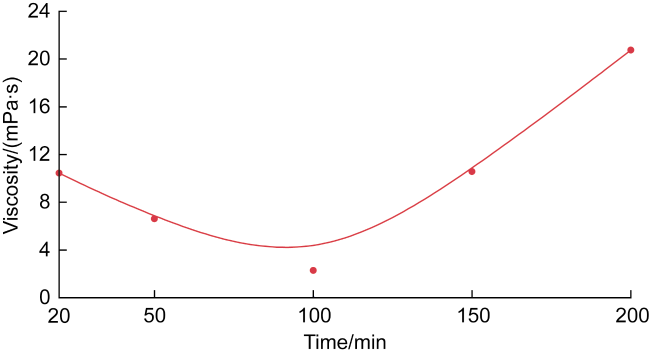
Fig. 12. Viscosity of product oil samples after SCW treatment at different times. |
2.3.3. The effect of oil-water ratio
The reaction was conducted at a pressure of 28 MPa, a temperature of 380 °C, and a treatment time of 150 min, with varied oil-water ratios (1-1#, 3-1# to 3-4#). The product composition and viscosity changes were analyzed after SCW treatment.
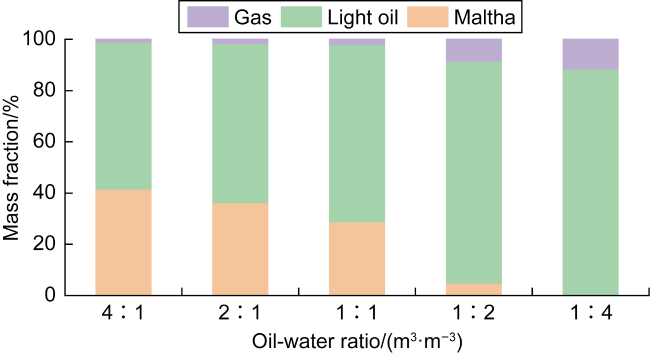
Fig. 13. The product composition after SCW treatment under different oil-water ratios. |
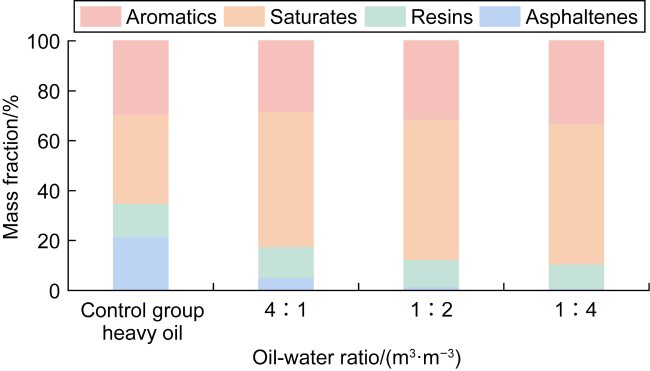
Fig. 14. Four components composition of oil after SCW treatment at different oil-water ratios. |
To exclude the formation of oil-in-water emulsions at higher oil content, the viscosity of the oil samples after centrifugation was tested (Fig. 15 ). It can be observed that as the oil-water ratio decreases, the viscosity of oil samples exhibits an S-shaped change. As the water content increases, the viscosity decreases from 29.25 mPa·s at an oil-water ratio of 4:1 to 3.64 mPa·s at a ratio of 1:1, then increases to 10.56 mPa·s at an oil-water ratio of 1:2, and finally decreases to 5.05 mPa·s at an oil-water ratio of 1:4. When the water content is low, the oil sample diffuses insufficiently within the reaction system, leading to the highest viscosity at an oil-water ratio of 4:1. As the water content increasing, the dissolution of SCW on light components results in an increased concentration of light components in the SCW phase. Some bonds in hydrocarbon molecules break and generate free radicals, which then undergo condensation or polymerization reactions, causing a slight increase in viscosity at an oil-water ratio of 1:2. As the water content increases further, the phase structure of SCW has better diffusion and solubility, inhibiting the condensation of free radicals, and the viscosity of the oil sample decreases again at an oil-water ratio of 1:4. Considering the processing cost associated with increased water content, the optimal oil-water ratio is approximately 1:2.
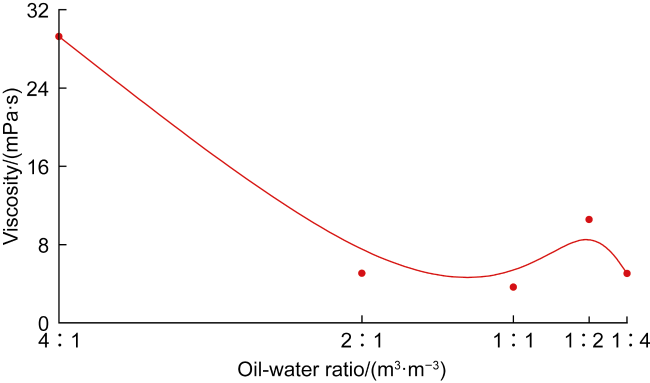
Fig. 15. Viscosity of produced oil sample after SCW treatment at different oil-water ratios. |
2.4. Parameter correlation analysis
To reveal the main controlling factors affecting the viscosity reduction effect, a bivariate correlation analysis was conducted between the viscosity of the oil sample and its composition as well as reaction parameters (Fig. 16 ). In the figure, S, K, and P are dimensionless variables, representing the Spearman, Kendall, and Pearson correlation coefficients [20-21]. S and K focus on describing monotonic relationships, while P is used to measure the linear relationship between variables. From the figure, the following conclusions can be drawn: (1) The S, K, and P coefficients for viscosity and temperature are −0.70, −0.60 and −0.88, indicating a strong negative linear correlation between the two variables. (2) The S, K and P coefficients for viscosity and time are 0.60, 0.40 and 0.62, indicating a positive correlation. This is consistent with the gradual increase in viscosity of the oil sample after 100 min of reaction. (3) The S, K, and P coefficients for viscosity and oil-water ratio are 0.50, 0.40, and 0.83, indicating a linear monotonic positive correlation between the oil-water ratio and viscosity. (4) The S, K, and P coefficients for aromatic content and viscosity are −0.619, −0.429 and −0.241, indicating a strong correlation between aromatic content and viscosity, with a tendency for monotonic variation, though the linear relationship is weak. (5) The correlation between viscosity and the content of saturates and resins is weak, which is consistent with the fact that the viscosity remains almost unchanged when only the resin content changes in the composition analysis. (6) The P coefficient for viscosity and asphaltene content is close to 1.00, indicating a very strong linear relationship. From both the composition and viscosity analysis, it is clear that viscosity and asphaltene content exhibit the same variation trend.
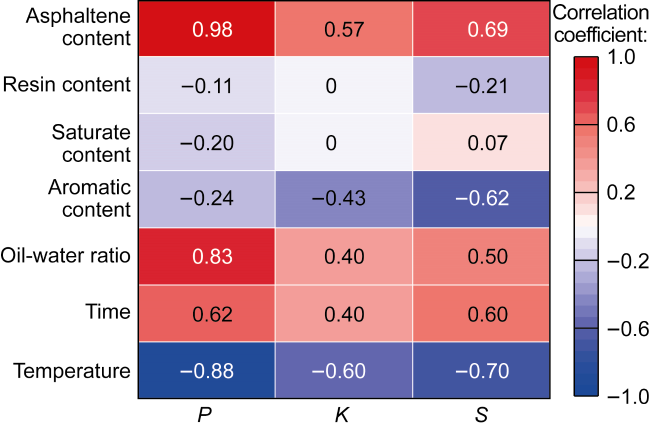
Fig. 16. Correlation between viscosity and reaction parameters with four components composition. |
3. Applications of supercritical water
SCW plays an important role in accelerating the upgrading and improving the viscosity reduction effect of heavy oil. SCW can extract the light components from heavy oil, promoting some cracking reactions to occur in the SCW phase, altering the phase structure of the reaction system, slowing down the condensation reaction, and reducing the coking rate. As the temperature increases, the hydrogen bond strength in SCW weakens, which further increases the solubility of organic matter [11], benefiting the cracking of asphaltenes deposited on the surface of porous rock media and reducing flow resistance [22]. This can overcome the low recovery rate of heavy oil when using conventional thermal recovery techniques [23], significantly improving the recovery rate of heavy oil, and shows good application prospects for in-situ upgrading of heavy oil and surface viscosity reduction and transportation.
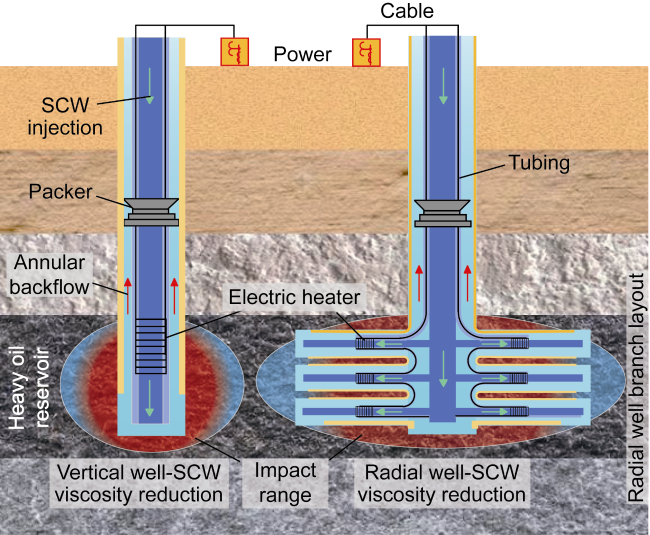
Although SCW has shown excellent performance in upgrading heavy oil, its application for in-situ upgrading in reservoirs still faces challenges due to immature technology development, high economic costs, and other issues. To improve the range of SCW in-situ upgrading, it is recommended to combine this technology with multi-branch radial wells (Fig. 17 ). By employing a multi-layer, multi-branch well configuration, efficient in-situ three-dimensional upgrading can be achieved. Using the “continuous pipe + flexible drilling tools” ultra-short radius horizontal drilling technology [24], with a build-up radius of 3-5 m and a borehole diameter of 114 mm, flexible-structure electric heaters can be placed into the radial well to expand the SCW influence range. Zhang et al. [25] found that under the conditions of a 4 000-m well depth in the Tahe Oilfield, the thermal loss in the wellbore is approximately 12%, deep heavy oil reservoirs are more easily heated, which significantly increases the influencing radius of supercritical steam and reduces thermal loss. At a depth of 4 000 m, the wellbore liquid column pressure can reach approximately 40 MPa, theoretically creating the conditions for SCW formation, while the reservoir with medium to high permeability is favorable for the injection of supercritical fluids. Ma et al. [26] predicted that the injection cost of supercritical steam would be 2.289 million yuan per kilometer of well depth. In the Tahe deep wells, considering the additional costs such as insulation wellbore expenses, steam injection costs, water costs, and flexible drilling tools, the estimated average periodic thermal recovery cost is about 4.25 million yuan per kilometer of well depth. Compared to conventional steam flooding, SCW can increase oil recovery efficiency by approximately 40% [27], with promising estimated benefits.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Fig. 17. Comparison of SCW in-situ upgrading range for heavy oil between vertical wells and multi-branch radial wells. |
Due to the volume limitations of high-pressure vessels, the application of SCW in the surface gathering and transportation of heavy oil still requires optimization of the SCW reaction process. It is necessary to explore the feasibility of industrial continuous operations and promote the transition of SCW heavy oil upgrading from the experimental stage to industrial application.
4. Conclusions
After SCW treatment, the fluidity of heavy oil is significantly improved, with an average viscosity reduction rate of 99.4%. The main reason is that under SCW conditions, the macromolecules cracking of the heavy oil, sparse molecular cluster distribution, and the densified surface structure reduce the adsorption effect of small molecules, lowers the content of resins and asphaltenes, and changes the asphaltenes from blocky to granular form, fundamentally reducing the viscosity.
In the SCW-heavy oil reaction system, reaction temperature, time, and water content significantly affect the product composition and the quality of the produced oil sample. If the temperature is too high, the rate of hydrocarbon condensation reactions will exceed the rate of resin conversion and asphaltene cracking, leading to an increase in the content of resins and asphaltenes, and a significant rise in the production of coke. The optimal reaction temperature is 380-420 °C. If the reaction time is too long, the content of resins and asphaltenes will increase, with the optimal reaction time being 150 min. An increase in water content is beneficial for improving the diffusion environment within the system and increasing the hydrocarbon content in the oil sample. However, if the water content is too high, the cost of treating the heavy oil will increase, with the optimal oil-water ratio being 1:2.
The correlation between reaction parameters and oil sample viscosity is ranked from high to low as temperature, oil-water ratio and time. Among the four components of heavy oil, viscosity is most strongly influenced by asphaltene content, followed by aromatic content and to a lesser extent by resin and saturate content.