


Introduction
Foamed cement is a mixture of base slurry, foaming agents, and stabilizers in which the gas is injected into the cement system by applying pressure[1,2]. The primary objective of the foamed cement is to seal low-pressure weak formations. Foamed cements have been extensively used for a variety of applications in oil and gas well cementing, including deepwater riserless cementing, low fracture pressure gradient cementing, horizontal well cementing, steam injection well cementing, and high-pressure/high-temperature (HP/HT) cementing[3]. It can be also used in the pay zone to replace conventional mechanical tools (sand screens and gravel packs) for the prevention of sand production[4,5,6,7,8,9]. The use of foamed cement in oil and gas wells developed rapidly during the early 1980s. Since then, foamed cement has always been the research hotspot, and especially a great number of researches have been carried out on the distribution of foam size in the modified cement slurry[10,11].
Conventional low-density cement slurries (1.32-1.44 g/cm3) are prepared by applying the weight-reducing agents in the composition of the slurries, and they can effectively prevent the circulation loss which is caused easily by conventional cement slurries in weak formations[11]. The cement slurries whose density is lower than this range is lower in compressive strength and higher in permeability and cannot provide adequate zonal isolation. However, many cementing jobs require cement with such low densities that weight-reducing agents are incapable of providing. Foamed cements were developed to fulfill this requirement. Besides low density, foamed cements are also ductile and expandable. The cement will have low permeability and high compressive strength to provide adequate zonal isolation, prevent gas migration, control filtration of the slurry and improve mud elimination with proper design. Therefore, there are many considerations in the design of the foamed slurries, including the foam stability, the type of foaming agents and stabilizers used in the cement composition, water to cement ratio (WCR), performance in high pressure and high temperature conditions, operational and laboratory equipment limitations and so on[12,13].
Colloidal gas aphron (CGA) consists of a system of spherical microbubbles with excellent colloidal properties[14]. The CGA system has been widely applied for different purposes. It is also utilized in the petroleum industry for drilling fluid optimization and EOR applications[15]. In this study, CGA was used as the foam component in cement slurries and the CGA based foam cement system was modified by adding hollow spheres and microblocks. And the properties of foamed cements were evaluated based on laboratory tests, including density, compressive strength, permeability, porosity, and foam stability.
1. Methods and materials
CGA based foam cement was prepared in the laboratory. The performance testing of foam cement under the conditions of high pressure and high temperature requires very complicated methods and special equipment, so the majority of the tests in this study was carried out under atmospheric pressure and room temperature, and the preparation of foamed cement and its performance testing under atmospheric pressure were carried out according to procedures presented by API[16].
Three recipes of cement slurry examined in this paper are shown in Table 1. Slurry 1 represents the foamed cement with CGA, while slurries 2 and 3 are the modification of slurry using microspheres and microblocks for the improvement of the cement system properties based on slurry 1. In the laboratory, the neat foamed cement (slurry 1) and the modified foam cements (slurries 2 and 3) were prepared, and their physical properties were tested, including porosity, permeability, strength, brittleness, elasticity, free water content, foam stability, and density. Then, based on the test results, the properties of foamed cement were evaluated and optimized. Slurry 3 is the ultimate modified CGA foam cement, whose distribution of particle size is optimal, and it can satisfy the demand of field application.
Table 1 Recipes of foamed cement slurry.
| Slurry No. | Slurry composition | Water to cement ratio |
|---|---|---|
| 1 | Base slurry + CGA | 0.44 & 1.00 |
| 2 | Base slurry + CGA + hollow sphere + FLC | 1.00 |
| 3 | Base slurry + CGA + hollow sphere + micro silica + dispersant | 1.00 |
Note: Base slurry is composed of API class G cement and water.
1.1. Colloidal gas aphron (CGA)
CGA contains microbubbles with diameters ranging from 10 to 100 μm, surrounded by surfactant films[14,17]. The fluid combines surfactants and polymers to establish a system of microbubbles. The function of surfactant is to create the surface tension to contain the aphrons, and a biopolymer is used as a viscosifier and stabilizer. CGA has colloidal properties and can be pumped at a steady rate through pipes and channels. Besides, its stability is high due to the very small size of microbubbles and the great thickness of surfactant films.
Foam stability is highly dependent on the bubble size and bubble coalescence. As the size of the bubbles increases, foam stability decreases severely. Bubble coalescence will result in bigger bubbles rising to the surface rapidly or form gas pockets. The coalescence of adjacent bubbles can be prevented by controlling the arrangement of the surfactant molecules in the CGA shell. In contrast to a normal bubble that has a mono-layer of surfactant membrane, microbubble consists of a tri-layer of surfactant membrane. The inner layer separates the core from viscous layer. The outer layer is hydrophobic outwards and hydrophilic inwards. And the middle layer is hydrophobic inwards and hydrophilic outwards[14]. Hence, CGA has hydrophobic outer boundaries while a conventional bubble has a hydrophilic boundary.
Properties of CGA depend on their formulations, materials and preparation methods. The CGA adopted in this study has density of 400 kg/m3, low shear rate viscosity (LSRV) of 60 Pa·s, pH of 9, half-life time of 200 h, thermal stability of 101 °C and pressure stability of 27 576 kPa. It is composed of water, Na2CO3, NaOH, NaCl, KCl, viscosifier, polymer blend, limestone, and surfactants. Fig. 1 shows the optical microscopy images of the CGA.
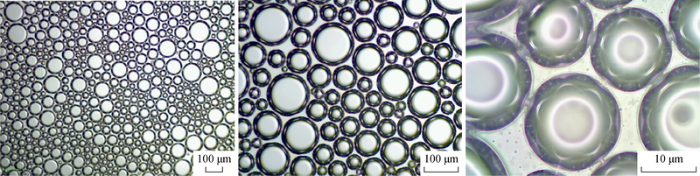
Fig. 1.
Optical microscopy images of the CGA used in this study.
1.2. Sample preparation
Three kinds of slurries listed in Table 1 were prepared in the laboratory. A conventional blender was used to prepare slurry 1. Firstly, API class G cement was mixed with water at 4000 r/min for 4 min. Then, CGA was added to the mixture and blended at the same motor speed for 5 min. Foams structurally vary with the shear process and they may be continuously destroyed and rebuilt. To see the effect of higher shear rates on foam network structure, CGA was poured into a container and was rotated at 600 r/min for 1 min in a rotational viscometer. The purpose of this test was to observe the alterations in the CGA bubble structure visually. Fig. 2 shows that the application of higher shear rate changes the bubble network structure of the fluid into smaller bubbles. The smaller the size of the bubbles, the higher the foam stability.

Fig. 2.
Appearance of CGA before and after the application of higher shear rate.
As for slurries 2 and 3, hollow spheres should be blended with dry cement before putting into the blender and microblock should be wet blended with water at 4000 r/min for 1 min. Hollow spheres were mixed with cement dry blend and CGA in the same procedure as slurry 1. Except for the density measurements carried out instantly after preparation of the slurry, cylindrical rubber sleeves in different sizes were used for curing of the slurries in atmospheric pressure and room temperature in the other tests. The samples were cured for 7 d, and the setting progress of the cement samples was monitored by observing the samples (excess cement slurry was poured into disposable plastic cups).
1.3. Foam stability tests
Foam stability is a critical factor in the design of the foamed cements. The stability of the foam must be maintained until the cement is injected into the annulus and solidified. One of the conventional methods for examining foam stability is the free water test. The excess water must be declined in the optimization of cement slurry formulations since the formation of free water may lead to bubbles segregation from the base slurry. In design of low-density cement samples, however, one may be forced to increase the WCR. In this study, the slurries were poured into 250 mL graduated cylinders and sealed for 2 h. The free water test was used to observe the segregation of gas bubbles and monitor the stability of foam. Also, the density gradient method was applied to evaluate the stability of cement samples. In this method, the cylindrical cement samples were sliced into three equal sections. The length of the sample was measured. The mass of each sliced section was measured in air and in water. By applying the Archimedes principle, the density of each section was calculated[16]:
Free water test and density gradient method are adopted to evaluate the foam stability under atmospheric pressure and room temperature. The signs of foam instability usually include presence of free fluid, large bubbles escaping from the top of the samples, excessive gap at the top of the sample, streaking caused by the segregation of gas bubbles, light to dark color change from top to bottom and large variation in density from sample top to bottom. In addition, uniaxial compressive strength analyzer (UCA) is applied to test the foam stability under high temperature and high pressure.
1.4. Porosity and permeability measurement
Porosity and permeability of cement can impact the effect of zonal isolation. Low porosity and permeability cements could prevent fluid migration from the formation through the cement column[1], while the presentence of foam in the cement structure, especially if coalesced, could lead to higher porosity and permeability.
In this study, porosity was measured by means of saturation method. Dry mass of the hardened cement samples was measured initially. The sample was then immersed in water to saturate, and the mass of the wet sample was measured periodically. At a point in time, no further mass change was observed, which is an indicator of saturated sample. The pore volume of cement was calculated from Equation (2). The effective porosity is the ratio of the pore volume to the bulk volume of the sample.
The permeability of cement samples was determined by means of air permeability method. The Darcy flow equation is used to calculate the permeability from laboratory measurements. Gas permeability value is higher than the liquid permeability value due to the gas slippage phenomenon at the pore wall, which is defined as the Klinkenberg effect. Klinkenberg determined the relationship between liquid permeability and gas permeability[18]:
The correction parameter (b) can be obtained by conducting permeability tests at different flowing pressures and extrapolating to infinite pressure. Alternatively, the relation expression between liquid permeability and gas permeability of sandstone established by Jones and Owens can be used for calculating the liquid permeability of samples[19]. All permeabilities described in the following sections are all liquid permeabilities, which are calculated from Equation (3).
1.5. Mechanical property test
Hardened foamed cement samples were subjected to uniaxial compressive strength (UCS) tests for determining their strength and elastic properties. According to ISRM (International Society for Rock Mechanics) and ASTM (American Society for Testing Materials) recommendations, cured and hardened cement samples were prepared in the shape of cylindrical samples with a length to diameter ratio of 2.5. A hydraulic apparatus was used for the UCS test. Linear variable differential transformer (LVDT) was used for recording axial and lateral displacements of the sample.
Ravi et al.[20] deemed compressive strength is not the only effective parameter in providing zonal isolation. Iverson et al.[21] concluded that the neat cements are less elastic than foamed cements and the cements with elastomers. In the UCS tests conducted in this study, Poisson’s ratio and elastic modulus of the samples were obtained from the stress-strain plot of each test. Elastic modulus is the ratio of stress to strain (Equation 4)[22], i.e., the slope of the linear section in the stress-strain plot. Elastic modulus is a parameter indicating the stiffness of a material. Higher elastic modulus shows brittleness of the material while lower values demonstrate ductility. The elastic modulus of oil well cements generally varies from 1 to 10 GPa[10]. When the sample is under compression, expansion may occur perpendicular to the direction of the force applied. This is known as Poisson effect, which is represented by Poisson’s ratio, i.e., the negative ratio of lateral to axial strain (as shown in Equation 5)[22]. The Poisson’s ratio of oil well cements is in the range of 0.12-0.15[10].
1.6. Density measurement
The prepared foamed cement slurry was poured into the graduated cylinder set on the electronic-weighing system to measure its mass and volume for calculating density. The density of foamed cement slurry depends on the gas volume fraction (foam percentage) and the density of the base slurry without foam. The density was reduced by adding microspheres, micro silica and CGA into the formulations of cement slurries. Slurry 3 is almost as dense as fresh water.
2. Results and discussions
Compared with formulation 1, further reduction in slurry density is achieved in formulation 2 by increasing WCR and foam volume fraction. Based on the test results, however, the free water content and porosity of the cement increase while the compressive strength decreases. In formulations 3 and 4, not only cement properties show improvement compared with formulation 2, but also further density reduction is achieved using hollow spheres in the slurry composition.
2.1. Evaluation of foam stability and reduction mechanism of cement slurry density
The foam stability of cement slurry was measured by means of free water test and density gradient test. In the process of free water test, only a trace of free fluid is noted, and no bubble breakout, no excessive gap at the top of the sample and no bubble segregation were observed. The measured free water content is shown in Table 2. Formulation 4 is with zero free water content while its WCR is increased.
Table 2 Results of physical property tests on foamed cement (slurries).
| Cement (slurry) formulation | Cement slurry recipe | Water to cement ratio | Foam volume fraction/% | Density/ (kg·m-3) | Free water content/% | Poro- sity/% | Permea- bility/ 10-3 μm2 | Elastic modulus/ GPa | Poisson’s ratio | Compressive strength/kPa | Foam stability | Volume Reduction rate under 3445 kPa pressure/% |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 1 | 0.44 | 10 | 1728 | 0.4 | 29 | 0.40 | 4.00 | 0.12 | 14056 | Ok | 2 |
| 2 | 1 | 1.00 | 20 | 1232 | 10.0 | 43 | 11.58 | 1.56 | 0.13 | 1860 | Ok | 5 |
| 3 | 2 | 1.00 | 10 | 1168 | 10.0 | 34 | 4.85 | 1.60 | 0.12 | 2081 | Ok | --- |
| 4 | 3 | 1.00 | 10 | 1040 | 0 | 24 | 0.70 | 1.12 | 0.15 | 4823 | Very Good | --- |
Hardened cylindrical samples were removed from the sleeves and sliced into three equal sections for the density gradient test. Fig. 3 illustrates the density gradient profiles of different cement formulations and Fig. 4 displays actual sliced samples of cement formulation 4. The variation in the density from the top to the bottom is caused by the rising tendency of the gas bubbles to the top because of their low density. In the operation of cementing, the density must be kept close to constant throughout the cement column, so as to prevent large variations of the density in the cement column which could result in fluid migration from the formation into the borehole. As shown in Fig. 3, the density profiles of all foamed cement formulations are acceptable, but the variation in the density from the top to the bottom must be reduced in the optimization process. Density consistency was almost achieved in the modified foam cement system (cement formulation 4), while other formulations showed a larger density variation. The add of fine micro silica particle has a significant impact on the foam stability of cement formulation 4, and it reduces the density variation considerably.
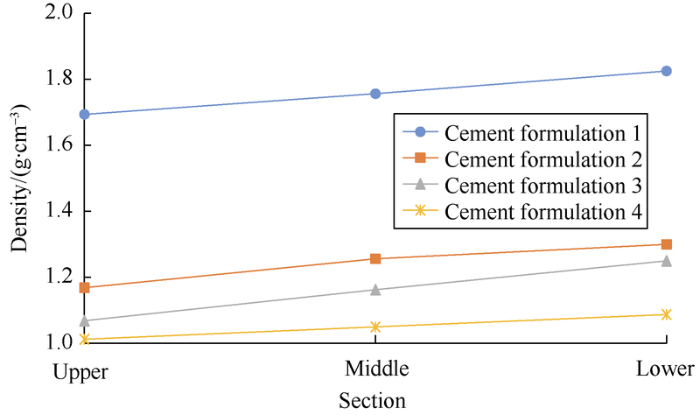
Fig. 3.
Density gradient profiles of different cement formulations.
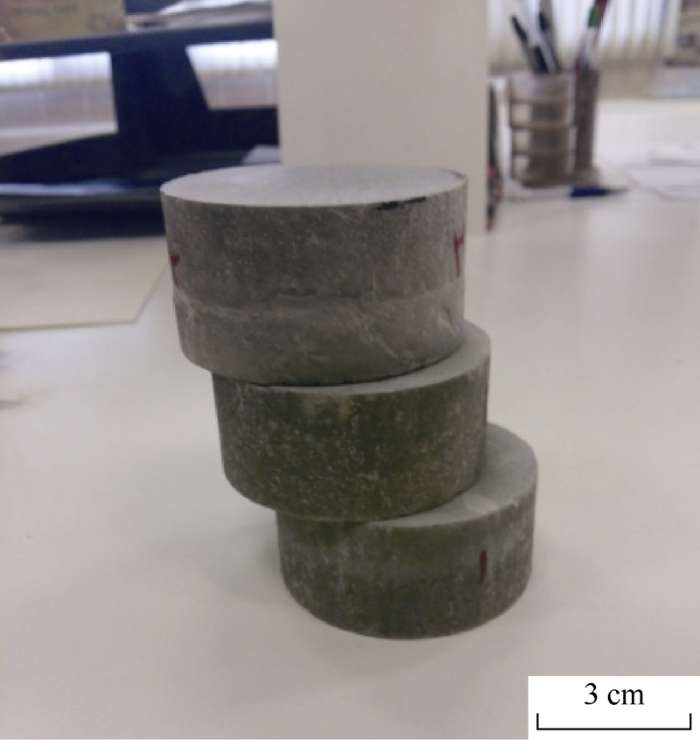
Fig. 4.
Actual sliced samples of cement formulation 4.
Stabilizers are used in conventional foamed cements containing foaming agents to stabilize the bubbles which are formed in the process of slurry shearing. In this study, shearing was carried out after the addition of CGA to the cement slurry, to create stable microbubble network structure which is unlikely to coalesce and form larger bubbles. With the hardening of the cement, micro void spaces are established within the cement sample so as to lead to the reduction of cement density (Fig. 5). For slurries 2 and 3, the mechanisms of the density reduction are similar. When micro particles (microspheres and micro silica) are placed between larger cement grains, the density, porosity and permeability of cement matrix are reduced, but no void space is formed. According to API 10A, the grain density of class G cement is 3.24 g/cm3, and the cement slurry density at the WCR of 0.44 is 1920 kg/m3. When CGA is added to the cement slurry, the cement slurry density is reduced to 1232 kg/m3 at the WCR of 1.00. Further reduction in density was achieved in slurries 2 and 3 by adding hollow spheres and micro silica to the cement slurries. Additionally, the addition of micro silica to slurry 3 minimized its longitudinal density variation and consequently the properties of cement samples were improved.

Fig. 5.
Samples of CGA based foam cement.
2.2. Evaluation of porosity and permeability
Porous and permeable cements result in less durable cements for weak zonal isolation. As shown in Table 2, porosity and permeability increase with the increase of WCR and foam volume fraction. Compared with cement formulation 2 with WCR of 1.00, cement formulation 3 has lower permeability and porosity, because of its lower foam volume fraction and the presence of microspheres between cement particles. Similarly, the properties of cement formulation 4 are much better. Microspheres and micro silica play a significant role in enhancing the physical properties of cement and reducing porosity and permeability. The test results show that the porosities of cement formulations 2, 3 and 4 are 43%, 34% and 24%, respectively, and their permeabilities are 11.58×10-3, 4.85× 10-3 and 0.70×10-3 μm2, respectively.
2.3. Evaluation of mechanical properties
Compressive strength of different cement formulations was measured under atmospheric pressure and room temperature conditions and the results are presented in Table 2. It is shown that the compressive strength of cement decreases with the increase of foam volume fraction and WCR, and the elastic modulus decreases with the increase of WCR. When the foamed cement has lower elastic modulus and higher Poisson’s ratio and its compressive strength is in the acceptable range, it represents a ductile behavior with more elasticity and flexibility, which is conducive to withstand regional in-situ stresses. The UCS test results shown in Fig. 6 indicate that cement formulation 4 satisfies the property requirements. The elastic modulus is calculated by means of the tangential elastic modulus method.
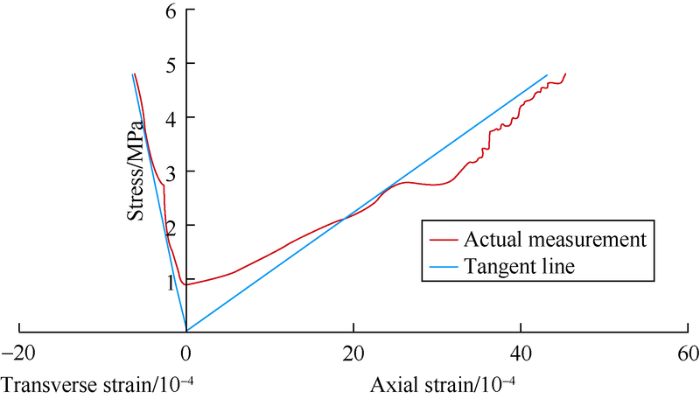
Fig. 6.
Stress-strain profile of cement formulation 4.
UCS test was performed on cement formulations 1 and 2 to clarify the effects of pressure and temperature on their stability. In this test, the reduction of foam cement volume was measured to characterize the foam stability. The reduction of cement volume caused by foam collapse is an indication of the foam instability of the cement. After the UCS test was carried out under the pressure of 3445 kPa and the temperature of 60 °C, the volume of the foamed cement after the UCS test was compared with the value before the test. The volume reduction was almost 5% in cement formulation 2 (foam volume fraction: 20%) and 2% in cement formulation 1. In view that fluid loss and free water can lead to cement shrinkage, the foamed cement in this study is considered to be stable under high temperature and high pressure.
2.4. Comparison between CGA based foam cement and conventional foamed cements
The neat cement (base slurry) used in this study was prepared using API class G cement. Some properties of the neat cement are included in Table 3. Spaulding studied the performance of the conventional foamed cements with different foam volume fractions[13], and the foam volume fraction of 10% was commonly adopted in the field application. Therefore, the research results on the foam volume fraction of 10% by Spaulding were compared with the test results on CGA based foam cement (formulation 1) in this study to analyze the performance differences between CGA based foam cement and conventional foamed cements.
Table 3 Comparison of foamed cement and neat cement between Spaulding’s test results and current test results.
| Cement type | Spaulding report | Current report | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Poro- sity/% | Permea- bility/ 10-3 μm2 | Compressive strength/ kPa | Elastic modulus/ GPa | Density/ (kg·m-3) | Poisson’s ratio | Poro- sity/% | Permea- bility/ 10-3 μm2 | Compressive strength/ kPa | Elastic modulus/ GPa | Density/ (kg·m-3) | Poisson’s ratio | |
| Neat cement | 27.6 | 0.3 | 33417 | 8.00 | 1968 | 0.110 | 26 | 0.8 | 18327 | 5 | 1920 | 0.10 |
| Foamed cement with 10% foam | 38.8 | 0.1 | 29648 | 7.48 | 1776 | 0.125 | 29 | 0.4 | 14056 | 4 | 1728 | 0.12 |
It is indicated from Table 3 that the addition of CGA to the cement results in higher porosity and lower compressive strength, permeability and elastic modulus. In this way, the cement with lower density, permeability and compressive strength and higher expansibility and ductility (higher Poisson’s ratio and lower elastic modulus) is prepared. The same trend is observed for the test results conducted by Spaulding on the conventional foamed cements, except that its porosity variation is larger and permeability variation is smaller compared with CGA based foam cement[13]. The higher value of compressive strength in the Spaulding’s report is induced by the class (API class H) and quality of the cement used in the test and the foam component has no effect on this matter. In general, CGA based foam cement performs equally to conventional foamed cements.
3. Conclusions
CGA is used as the foam component in a novel foamed cement system. The application of microspheres and micro silica in foamed cements improves the mechanical properties and physical properties of cements further. As a result, the density of cement slurry is decreased to 1040 kg/m3, and the foam is stable and unaffected by high temperature and high pressure. The free water content is zero, porosity is 24% and permeability is 0.7×10-3 μm2. CGA based foamed cement has lower elastic modulus and higher Poisson’s ratio and its compressive strength is high enough. The addition of CGA to the cement slurry creates stable microbubble network structure which is unlikely to coalesce and form larger bubbles. With the hardening of the cement, micro void spaces are established within the cement sample so as to lead to the reduction of cement density. When micro particles (microspheres and micro silica) are placed between larger cement grains, the density, porosity and permeability of cement slurry are reduced. The application of micro silica minimizes the longitudinal density variation and consequently the properties of cement samples are improved.
Nomenclature
b—Klinkenberg factor, MPa;
E—elastic modulus, GPa;
Kg—gas permeability, 10-3 μm2;
Kl—liquid permeability, 10-3 μm2;
ma—mass of the sample in air, g;
mw—displaced water weight, g;
p—mean flowing pressure, MPa;
Vp—pore volume, cm3;
Wd—dry weight of the sample, g;
Ww—wet saturated weight of the sample, g;
ε—strain, dimensionless;
εl—axial strain, dimensionless;
εt—transverse strain, dimensionless;
υ—Poisson’s ratio;
ρs—density of the cement sample, g/cm3;
ρw—density of water, g/cm3;
σ—stress, GPa.
Reference
Cement slurry optimization and assessment of additives according to a proposed plan
Investigation of cassia fistula fruit dry extract effect on the oil and gas well cement properties
Defining the difference between laboratory and field-generated foamed cement
.
Foamed cement slurries,additives and methods: US 7013975
.
Well cementing using permeable cement: US 5339902
Methods and compositions for forming permeable cement sand screens in well bores: US 6390195.
An alternative to sand- control screens: Is permeable cement a viable option?
.
Well cementing. 2nd ed. Sugar Land,
Relationship between operational variables, fundamental physics and foamed cement properties in lab and field generated foamed cement slurries
A quantitative assessment of atmospherically generated foam cements: Insights, impacts, and implications of wellbore integrity and stability. Pittsburgh,
Foams and biliquid foams: Aphrons
How aphron drilling fluids work
.
Recommended practice on preparation and testing of foamed cement slurries at atmospheric pressure: API RP 10B-4. Washington D. C.,
Colloidal gas aphron drilling fluid properties generated by natural surfactants: Experimental investigation
The permeability of porous media to liquids and gases. Drill. &
A laboratory study of low-permeability gas sands
Procedures to optimize cement systems for specific well conditions. Houston,
Evaluation of mechanical properties of cements.
Mechanics of materials

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}